Themesin belah gegelungbarisan pengeluaran direka untuk proses menggorok dan menggulung semula gegelung logam yang berbeza ke dalam saiz yang ditentukan mengikut keperluan pelanggan, yang direka untuk prinsip pengeluaran mesin adalah lebih. Dari sudut reka bentuk mekanikal boleh dibahagikan kepada:

1. Prinsip kawalan ketegangan yang berterusan
Untuk penggulungan dan proses unwinding kawalan ketegangan yang berterusan adalah intipati keperluan untuk mengetahui beban dalam operasi perubahan dalam diameter roll, disebabkan oleh perubahan dalam diameter roll, menyebabkan untuk mengekalkan operasi beban, mesin belah perlu mengikut perubahan tork keluaran motor kepada perubahan diameter gulungan dan perubahan. Untuk penyongsang siri V, kerana ia boleh melakukan kawalan tork, jadi ia boleh melengkapkan kawalan ketegangan berterusan penggulungan.
2. Pengiraan kelajuan segerak
Seperti yang kita ketahui bahawa apabila penukar frekuensi berfungsi pada frekuensi rendah, ciri-ciri motor tak segerak AC mesin slitting tidak baik, tork pengaktifan adalah rendah dan sub-linear, oleh itu, dalam keseluruhan proses gulung semula, kita harus mencuba untuk mengelakkan motor digulung semula supaya berfungsi dalam 2HZ berikut.
3. Operasi had laju
Apabila diameter gulungan, anda boleh mengetahui keseluruhan proses penggulungan dalam operasi berkelajuan rendah.
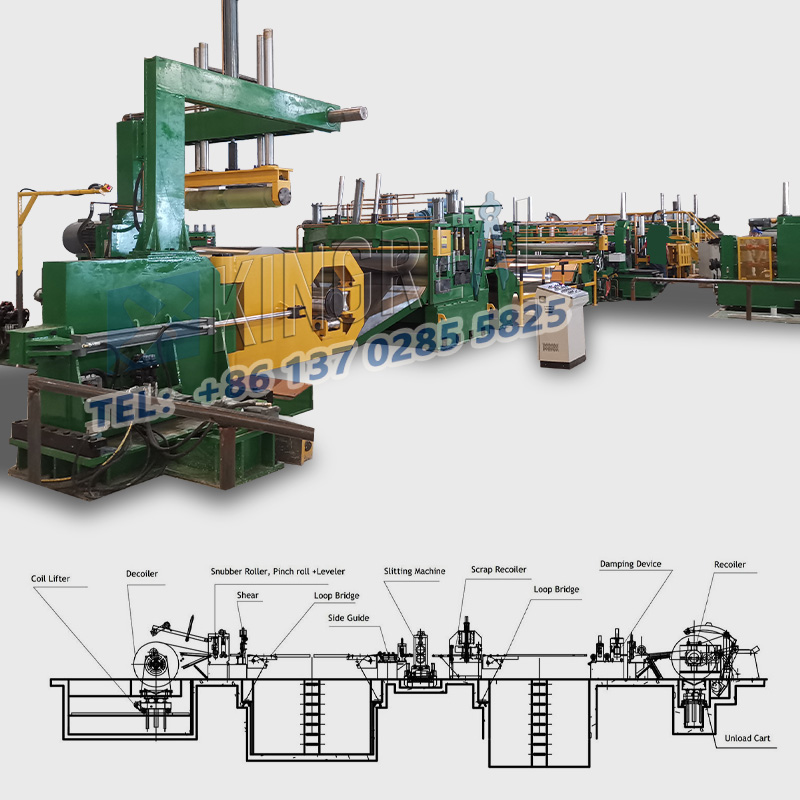
Prinsip pengeluaran direka untuk daripada proses pengeluaranmesin belah kelulitermasuk:

1. Proses membuka lilitan: gulungan besar bahan logam dipasang pada bingkai yang dilepaskan, dan terbentang stabil gegelung logam dikekalkan melalui sistem kawalan ketegangan untuk mengelakkan gegelung daripada longgar atau lari.
2. Proses meratakan: gegelung logam memasuki mesin perataan, yang biasanya terdiri daripada beberapa penggelek, yang melaluinya tekanan dikenakan pada gegelung untuk menghilangkan riak dan lenturan gegelung.
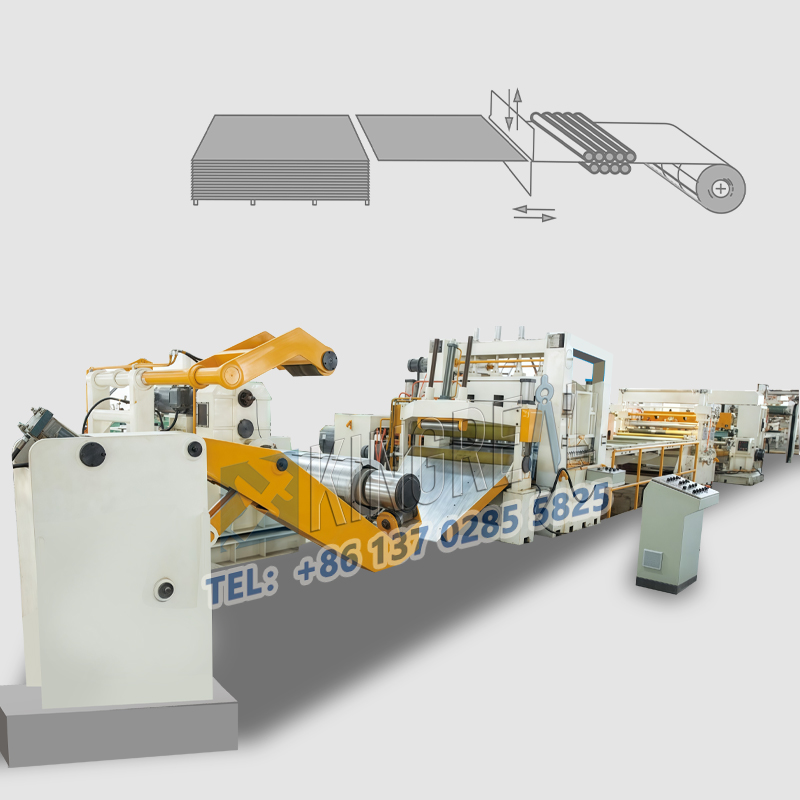
3. Proses slitting: gegelung logam memasuki kumpulan pisau mesin slitting, bilah cakera atas dan bawah kumpulan pisau berputar pada masa yang sama, dan bahan logam dipotong menjadi jalur lebar yang telah ditetapkan apabila melalui bilah. Bahan bilah dan ketajaman bilah mempunyai kesan penting terhadap kualiti dan kecekapan pemotongan.
4. Proses penggulungan: Jalur sempit yang dipotong memasuki mesin penggulungan melalui peranti pemandu, mesin penggulungan biasanya dilengkapi dengan beberapa aci penggulungan, setiap aci digulung dengan jalur sempit, dan ketegangan tertentu dikekalkan semasa penggulungan untuk memastikan bahawa jalur sempit dililit rapat.
5. Pelupusan sisa: Sisa tepi dikumpul dan dilupuskan melalui peranti pengumpulan sisa, seperti pemotong sisa atau penggulung sisa, untuk mengelakkan sisa menjejaskan produktiviti dan persekitaran kerja.