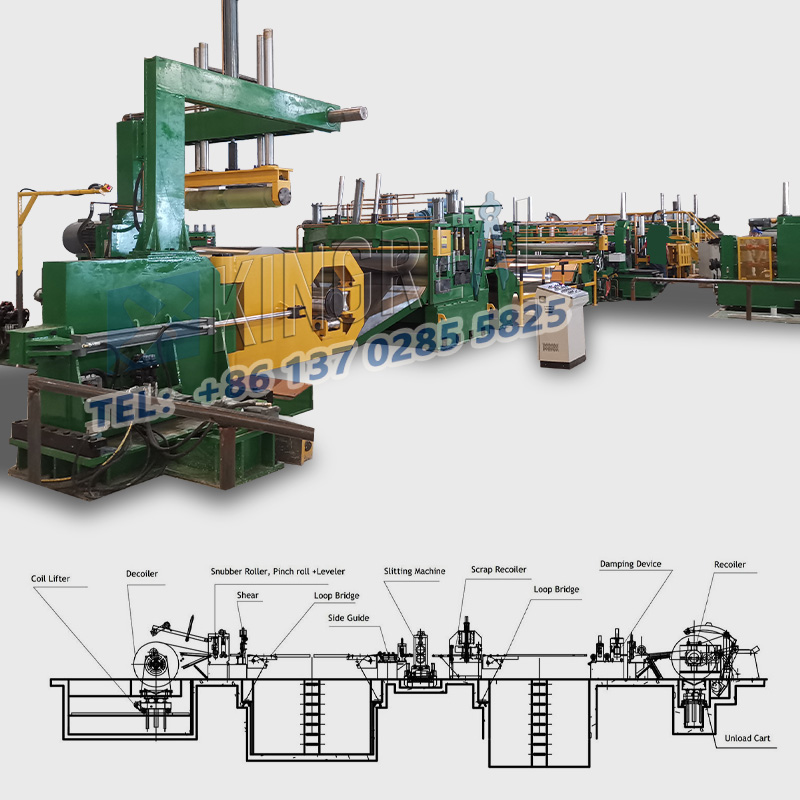
Dalam pembuatan moden,mesin pemotong logamdangegelung dipotong kepada garis panjangadalah peralatan teras untuk pemotongan membujur dan melintang bahan logam, digunakan secara meluas dalam industri seperti keluli, pembinaan, automotif, dan peralatan elektrik. Apabila membeli mesin slitting logam dan garisan gegelung yang dipotong mengikut panjang, pengguna perlu mempertimbangkan sepenuhnya keperluan dan keadaan sebenar mereka sendiri untuk memilih peralatan yang paling sesuai. Artikel ini akan memperincikan faktor-faktor yang perlu dipertimbangkan semasa memilih mesin pemotong logam dan garisan gegelung dipotong mengikut panjang untuk membantu industri pemprosesan logam mencapai pengeluaran yang cekap, tepat dan pintar.
1. Memilih Jenis Mesin Celah Logam Berdasarkan Ketebalan Bahan
Apabila membeli amesin pemotong logam, ketebalan bahan adalah faktor utama. Pelbagai jenis mesin pemotong logam boleh dipilih berdasarkan ketebalan bahan.
1.1 Bahan Nipis (0.2~3mm)
Model Berkenaan: Mesin Celah Tolok Cahaya
Keperluan Utama:
Panduan Ketepatan Tinggi: Ketepatan panduan mesti mencapai ±0.01mm untuk memastikan pemotongan yang tepat dan konsisten.
Kawalan Ketegangan Rendah: Bahan nipis terdedah kepada ubah bentuk tegangan semasa pemprosesan, oleh itu sistem kawalan ketegangan yang berkesan diperlukan untuk mengelakkan ubah bentuk bahan.
Bilah Nipis: Ketebalan bilah hendaklah dalam julat 0.3~0.8mm untuk mengurangkan kehilangan bahan. Teras mesin pemotong logam terletak pada ketepatan panduan dan kawalan ketegangannya. Mesin pemotong logam ini biasanya dilengkapi dengan sistem kawalan ketegangan termaju untuk memastikan kestabilan bahan semasa proses pemotongan.
1.2 Bahan Sederhana (3.0~6.0mm)
Model Berkenaan: Mesin Celah Tolok Sederhana
Keperluan Utama:
Kawalan Ketegangan Stabil: Ketepatan kawalan ketegangan mestilah dalam lingkungan ±2%~5% untuk memastikan kualiti pemotongan bahan.
Pemegang Alat Berkekuatan Tinggi: Pemegang alat mesti mempunyai kekuatan tinggi untuk mencegah ubah bentuk aci alat dengan berkesan dan meningkatkan kestabilan mesin secara keseluruhan.
Sistem Pengisaran Automatik Pilihan: Ciri ini memanjangkan hayat bilah, mengurangkan kekerapan penggantian alat dan menjimatkan kos pengeluaran.
Mesin celah tolok sederhana perlu mengimbangi kestabilan bahan dan ketahanan alat untuk memenuhi keperluan pemotongan bahan ketebalan sederhana.
1.3 Bahan Tebal (6.0~16.0mm)
Model Berkenaan: Mesin Celah Tolok Berat
Keperluan Utama:
Kerangka Ketegaran Tinggi: Besi tuang atau rangka bertetulang yang dikimpal digunakan untuk memastikan kestabilan badan mesin semasa memotong bahan tebal.
Motor berkuasa tinggi: Memastikan mesin pemotong logam mempunyai daya ricih yang mencukupi untuk memproses bahan tebal.
Bilah karbida tahan haus: Bilah kalis haus mengekalkan ketajaman di bawah beban tinggi, mengurangkan kekerapan penukaran bilah.
Apabila memilih mesin pemotong logam, mempertimbangkan ketebalan bahan adalah asas untuk memastikan operasi peralatan lancar. Memilih jenis mesin slitting logam yang sesuai untuk ketebalan bahan yang berbeza boleh meningkatkan kecekapan pengeluaran dengan ketara.
2. Perbandingan Kaedah Kawalan Ketegangan
Kawalan ketegangan adalah faktor penting dalam proses menggorok. Kaedah kawalan ketegangan yang berbeza sesuai untuk senario pemprosesan yang berbeza; pengguna mesti memilih mengikut keperluan sebenar mereka.
|
Jenis Kawalan Ketegangan |
Ketepatan |
Senario Berkenaan |
Kelebihan dan Kekurangan |
| Ketegangan Mekanikal |
±10% |
Kelajuan rendah, keperluan kos rendah |
Harga rendah √ terdedah kepada turun naik × |
| Ketegangan Hidraulik |
±5% |
Celah standard sederhana tebal |
Kestabilan yang baik √ penggunaan tenaga yang lebih tinggi × |
| Ketegangan Gelung Tertutup Servo |
±1% |
Celah plat nipis berketepatan tinggi |
Respons pantas dan penjimatan tenaga √ kos yang lebih tinggi × |
| Ketegangan Brek Serbuk Magnet |
±3% |
Celah berkelajuan sederhana (pemprosesan tembaga dan aluminium) |
Pelarasan mudah √ penjanaan haba tinggi × |
3. Pemilihan Bilah dan Pengoptimuman Hayat
Bilah adalah komponen penting dalammesin pemotong logam, dan pemilihan mereka secara langsung mempengaruhi hasil pemotongan dan kehilangan bahan.
3.1 Perbandingan Bahan Bilah
|
bahan |
Bahan Berkenaan |
Jangka hayat |
kos |
| Keluli Berkelajuan Tinggi (HSS) |
Keluli Biasa, Aluminium |
Sederhana |
rendah |
| Aloi Keras (Keluli Tungsten) |
Keluli Tahan Karat, Keluli Silikon |
Panjang |
tinggi |
| Bilah Bersalut Seramik |
Plat nipis berketepatan tinggi |
Lebih lama |
Lebih tinggi |
3.2 5 Petua untuk Memanjangkan Hayat Blade
Pengisaran Biasa: Adalah disyorkan untuk memeriksa dan mengisar bilah setiap 8 jam untuk memastikan mata pemotong yang tajam.
Pertindihan yang munasabah: Pertindihan biasanya ditetapkan pada 10%~15% daripada ketebalan bahan untuk memastikan pemotongan yang lancar.
Pelinciran dan penyejukan: Menggunakan minyak pelincir semasa pemotongan mengurangkan ubah bentuk yang disebabkan oleh tekanan haba.
Elakkan beban lampau: Kawal kelajuan pemotongan dan ketebalan bahan secara munasabah untuk mengelak daripada membebankan peralatan.
Gunakan sistem tetapan alat automatik: Tetapan alat automatik mengurangkan ralat manusia dan meningkatkan ketepatan.
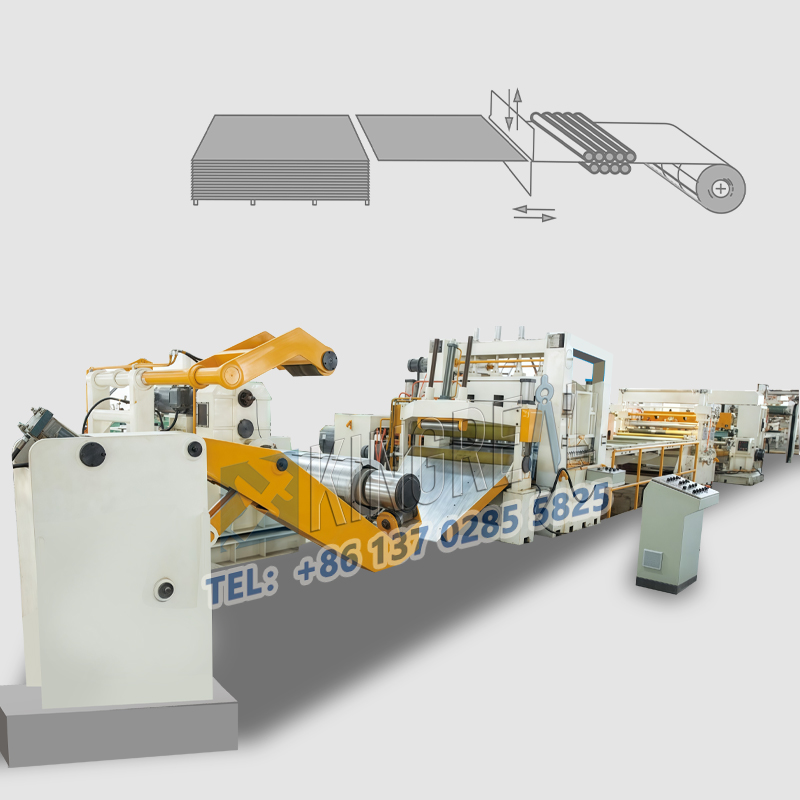
1. Tentukan keperluan pemprosesan
Apabila membeli agegelung dipotong kepada garis panjang, tentukan dahulu keperluan pemprosesan anda, termasuk jenis bahan, spesifikasi dan kecekapan pengeluaran.
1.1 Jenis dan spesifikasi bahan:
Pengguna harus mengesahkan jenis bahan yang akan diproses (cth., keluli silikon, keluli karbon, keluli tahan karat, dsb.) dan julat ketebalan dan lebarnya untuk memastikan garisan gegelung yang dipotong mengikut panjang boleh meliputi spesifikasi bahan yang diperlukan dan meninggalkan sedikit ruang untuk pengembangan. Contohnya:
Tolok cahaya dipotong kepada garis panjang: Sesuai untuk bahan ricih dengan ketebalan antara 0.2-3mm.
Tolok sederhana dipotong kepada garis panjang: Sesuai untuk bahan ricih dengan ketebalan antara 0.3-6mm.
Tolok berat dipotong mengikut garisan panjang: Sesuai untuk bahan ricih dengan ketebalan antara 6-25mm.
1.2 Keperluan Kecekapan Pengeluaran
Berdasarkan skala pengeluaran dan keperluan keluaran, pilih kelajuan ricih dan tahap automasi yang sesuai. Untuk pengeluaran volum besar, model berkelajuan tinggi disyorkan; untuk keperluan ketepatan tinggi tetapi kelompok pengeluaran kecil, model berkelajuan rendah, berketepatan tinggi adalah lebih sesuai.
2. Fokus pada Parameter Prestasi Teras
2.1 Sistem Perkakas
Bahan alat, seperti karbida bersimen atau keluli berkelajuan tinggi, akan menjejaskan ketepatan pemesinan dan ketahanan. Secara amnya, lebih tinggi ketepatan canggih, lebih baik, biasanya dalam lingkungan ±0.01mm. Tambahan pula, kemudahan dan kos penggantian alat perlu dipertimbangkan; sistem perkakasan yang membolehkan penggantian cepat harus diutamakan untuk mengurangkan masa henti.
2.2 Kaedah Penghantaran
Kaedah penghantarangegelung dipotong kepada garis panjangjuga merupakan penunjuk utama. Model yang dipacu motor servo biasanya menawarkan ketepatan yang lebih tinggi dan hingar yang lebih rendah, sesuai untuk plat nipis dan pemesinan ketepatan; manakala model yang dipacu secara hidraulik memberikan output yang lebih berkuasa dan sesuai untuk operasi ricih plat tebal.
2.3 Ketepatan Kedudukan
Ketepatan kedudukan secara langsung mempengaruhi kelurusan dan ketekalan dimensi potongan. Ketepatan kebolehulangan ≤±0.02mm disyorkan untuk memastikan pengeluaran yang cekap dan stabil.
2.4 Sistem Kawalan
Utamakan sistem kawalan daripada jenama terkenal (seperti Siemens). Antara muka mesra pengguna mereka menyokong import CAD atau pengaturcaraan tersuai, menjadikannya lebih mudah untuk digunakan dan meningkatkan kecekapan pengeluaran dengan berkesan.
3. Pertimbangan Keselamatan dan Penyelenggaraan
3.1 Konfigurasi Keselamatan
Memastikangegelung dipotong kepada garis panjangdilengkapi dengan peranti perlindungan fotoelektrik, butang berhenti kecemasan, dan penutup pelindung yang tertutup sepenuhnya untuk memastikan keselamatan pengendali. Ciri keselamatan ini bukan sahaja mengurangkan risiko kemalangan tetapi juga mematuhi piawaian keselamatan industri yang berkaitan.
3.2 Kemudahan Penyelenggaraan
Pengguna juga harus mempertimbangkan kemudahan penyelenggaraan garisan dipotong mengikut panjang gegelung, termasuk kemudahan memeriksa sistem pelinciran, kemudahan penggantian alat, dan sama ada reka bentuk struktur garisan dipotong mengikut panjang gegelung memudahkan penyelenggaraan dan pembaikan harian. Tambahan pula, memahami sama ada pengeluar menyediakan sokongan bekalan jangka panjang untuk bahagian yang terdedah juga penting.
4. Perkhidmatan Selepas Jualan
Memilih pengilang yang menyediakan perkhidmatan selepas jualan yang komprehensif adalah penting untuk memastikan operasi stabil jangka panjanggegelung dipotong kepada garis panjang. Perkhidmatan selepas jualan yang baik harus termasuk pemasangan dan pentauliahan, latihan operasi, penyelesaian masalah garis potong gegelung ke panjang, dan bekalan alat ganti untuk membantu pengguna menyelesaikan pelbagai masalah semasa penggunaan.
5. Percubaan dan Pengesahan di tapak
Apabila memilih garisan potong gegelung kepada panjang, percubaan di tapak disyorkan. Minta pembekal menyediakan sampel yang diproses untuk menilai secara visual kualiti ricih gegelung dipotong kepada garis panjang. Ini termasuk burr pada potongan, keserenjangan dan ketepatan dimensi, faktor yang secara langsung mempengaruhi kualiti produk akhir.
Dengan memahami dan menguasai faktor-faktor ini secara menyeluruh, pengguna boleh mencapai pengeluaran yang cekap, tepat dan pintar dalam bidang pemprosesan logam. Jika anda mempunyai keperluan khusus mengenaimesin pemotong logamdangegelung dipotong kepada garis panjang, sila hubungi KINGREAL STEEL SLITTER. Kami akan menyediakan perkhidmatan dan sokongan profesional kepada anda!