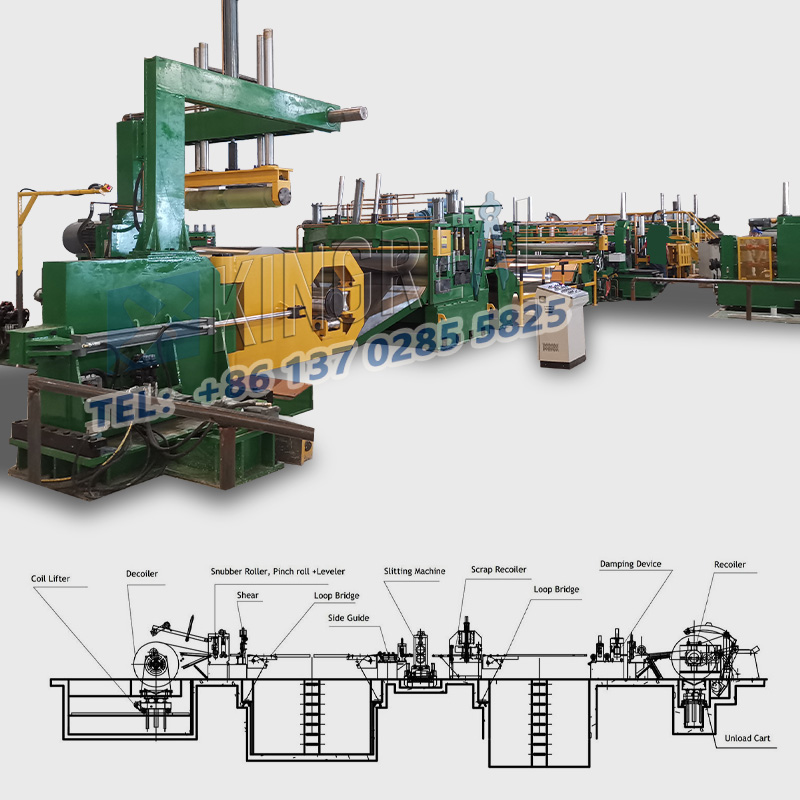
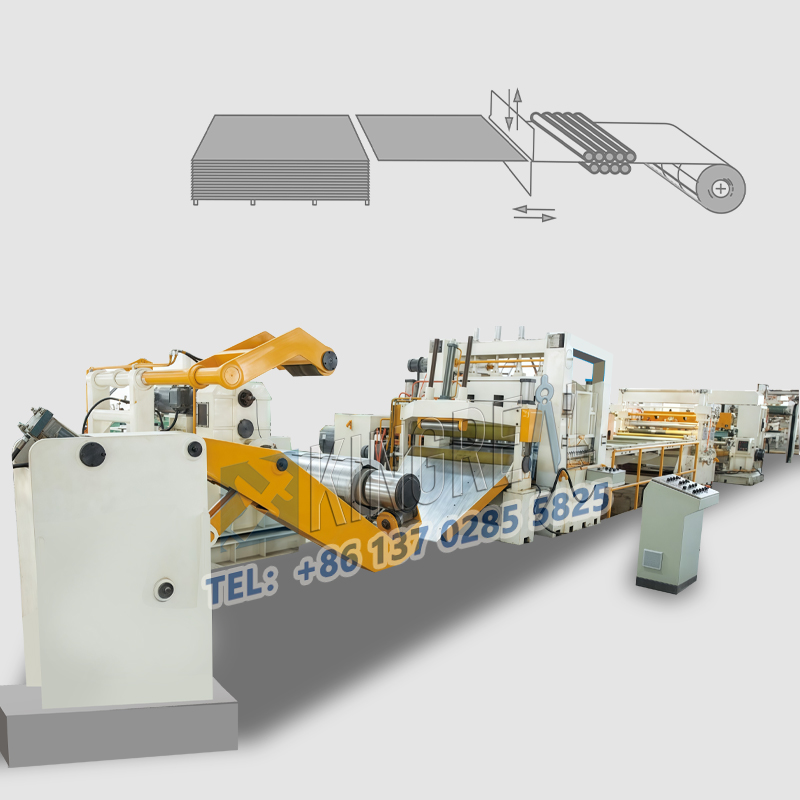
Potong keluli tahan karat ke garisan panjangdigunakan secara meluas dalam industri logam untuk ricih ketepatan pelbagai gegelung logam, termasuk keluli, keluli tahan karat, aluminium, besi, sejuk, digulung panas, dan PPGI.
Walaupun prestasi cemerlang mereka dalam pengeluaran, keluli tahan karat pemotongan ke mesin panjang masih boleh mengalami pemotongan sisihan semasa operasi.
Artikel ini akan menyelidiki sisihan pemotongan penyelesaian dalam pemotongan keluli tahan karat ke garisan panjang dari tiga perspektif: struktur mekanikal, program kawalan dan parameter, dan keserasian bahan dan proses.

(1) Pakai komponen pemacu
DalamPotong keluli tahan karat ke mesin panjang, memakai komponen pemacu adalah penyebab biasa pemotongan sisihan.
Gear, sprocket, dan komponen pemacu lain yang telah beroperasi untuk masa yang lama boleh haus, mengakibatkan ketepatan pemakanan yang dikurangkan dan, akibatnya, memberi kesan kepada dimensi pemotongan.
Gejala pemotongan keluli tahan karat ke kegagalan garis panjang: Sebagai contoh, di kilang bahagian automotif, gear pemacu pemotongan keluli tahan karat hingga mesin panjang yang berpengalaman memakai 30%. Apabila secara berterusan memotong plat keluli tebal 5mm, turun naik dimensi mencapai 0.3mm, melebihi julat ± 0.2mm yang boleh diterima.
Penyelesaian: Untuk menangani isu ini, pemeriksaan tetap komponen pemacu adalah disyorkan. Jika memakai gigi gear melebihi 15% atau pemanjangan rantai melebihi 2%, mereka harus diganti dengan segera.
Pada masa yang sama, nisbah penghantaran harus ditentukur untuk memulihkan ketepatan penghantaran mekanikal. Langkah ini dapat meningkatkan kestabilan dan ketepatan pemotongan dengan ketara.
(2) pelepasan kereta api pemegang alat
Peningkatan pelepasan antara pemegang alat dan kereta api juga merupakan faktor penting yang menyumbang kepada pemotongan sisihan. Dari masa ke masa, kereta api pemegang alat memakai akibat gerakan reciprocating yang berpanjangan, dan pelepasan ini boleh meningkat, yang mempengaruhi kestabilan pemegang alat.
Gejala keluli tahan karat yang dipotong ke kegagalan garis panjang: Di bawah keadaan biasa, pelepasan antara pemegang alat dan kereta api harus kurang daripada 0.05mm. Pelepasan yang berlebihan boleh menyebabkan pemegang alat goyah semasa memotong, mengakibatkan turun naik dalam saiz lembaran potong.
Penyelesaian: Gunakan tolok ukur untuk memeriksa pelepasan. Jika ia melebihi nilai standard, laraskan pemasukan kereta api panduan atau ganti slider kereta api panduan yang rosak. Kilang perkakasan mengurangkan sisihan pemotongan dari 0.25mm hingga 0.08mm selepas pelarasan ini, menunjukkan keberkesanan pelarasan ini.
(1) Kesalahan logik program
DalamPotong keluli tahan karat ke mesin panjangOperasi, kesilapan logik program PLC juga merupakan punca biasa untuk memotong sisihan. Masa yang tidak teratur dari suapan dan arahan pemotongan dalam program boleh mencetuskan pemotongan sebelum bahan itu diberi makan sepenuhnya, mengakibatkan pemotongan.
Manifestasi pemotongan keluli tahan karat ke kegagalan garis panjang: Sebagai contoh, dalam beberapa kes, pemotongan bermula sebelum bahan diberi makan sepenuhnya, yang secara langsung mempengaruhi ketepatan pemotongan.
Penyelesaian: Adalah disyorkan untuk menggunakan diagnostik program untuk memantau status titik I/O dan menyusun semula logik "pengesan suapan". Di samping itu, tambah arahan pengesahan kelewatan untuk memastikan ketepatan urutan tindakan. Pengoptimuman ini akan meningkatkan kestabilan operasi pemotongan keluli tahan karat ke mesin panjang.
(2) Tetapan parameter yang tidak tepat
Tetapan parameter yang tidak tepat juga merupakan faktor penting yang mempengaruhi ketepatan pemotongan keluli tahan karat ke garisan panjang. Parameter panjang suapan yang tidak betul atau pemotongan dan kelajuan suapan yang tidak sesuai boleh menyebabkan penyimpangan kumulatif.
Gejala pemotongan keluli tahan karat ke kegagalan mesin panjang: Sebagai contoh, jika panjang suapan ditetapkan kepada 100mm tetapi panjang suapan sebenar adalah 99.5mm, operasi jangka panjang akan menghasilkan sisihan dimensi yang signifikan.
Penyelesaian: Kirikan semula kiraan nadi suapan (bilangan denyutan per milimeter) dan laraskan kelajuan pemotongan berdasarkan ketebalan dan bahan plat. Untuk plat tebal, disyorkan untuk menetapkan kelajuan pemotongan tidak lebih daripada 30 kali/minit, manakala untuk plat nipis, ia boleh mencapai 60 kali/minit.
Selepas membetulkan parameter, loji pemprosesan keluli tahan karat mencapai sisihan kumulatif kurang daripada 0.1mm untuk plat 10 meter panjang, menunjukkan kepentingan pembetulan parameter.
(1) Tekanan plat yang tidak rata
Apabila memotong plat keluli tahan karat, tekanan yang tidak sekata boleh menyebabkan springback selepas memotong, menjejaskan kestabilan dimensi akhir.
Gejala keluli tahan karat yang dipotong ke garis panjang kegagalan: Sebagai contoh, kadar springback plat yang digulung sejuk boleh setinggi 1-2%, yang boleh menyebabkan pengecutan dimensi selepas memotong.
Penyelesaian: Adalah disyorkan untuk melakukan pelepasan tekanan pada logam lembaran, seperti meratakan atau penuaan, atau untuk mengimbangi springback dalam program (menetapkan nilai pampasan 0.1-0.3mm bergantung kepada bahan). Selepas pampasan, kilang lembaran yang digulung sejuk mencapai sisihan dimensi pemotongan ≤0.1mm, memastikan ketepatan pemotongan.
(2) turun naik ketegangan makanan
Kestabilan ketegangan makanan secara langsung memberi kesan kepada pemotongan ketepatan. Jika ketegangan roller suapan tidak stabil, logam lembaran boleh tergelincir atau kedutan semasa makan, mengakibatkan dimensi pemotongan yang tidak terkawal.
Gejala keluli tahan karat yang dipotong ke garis panjang kegagalan: Kegagalan kawalan ketegangan boleh menyebabkan pemakanan yang tidak sekata, yang seterusnya mempengaruhi kualiti pemotongan.
Penyelesaian: Adalah disyorkan untuk memeriksa sistem kawalan ketegangan. Tensioner pneumatik memerlukan penggantian meterai, manakala tensioner hidraulik memerlukan penentukuran sensor tekanan. Selepas pelarasan, kilang jalur keluli mengurangkan turun naik ketegangan dari ± 5% hingga ± 1%, dengan berkesan meningkatkan ketepatan pemotongan.
 |
 |
 |
Dalam operasiPotong keluli tahan karat ke mesin panjang, sisihan pemotongan sering disebabkan oleh gabungan faktor. Siasatan komprehensif yang memberi tumpuan kepada struktur mekanikal, program kawalan dan parameter, dan keserasian bahan dan proses dapat mengenal pasti masalah dan melaksanakan pembaikan yang disasarkan.
Dengan kerap mengekalkan komponen penghantaran, mengoptimumkan logik program, dengan tepat menyesuaikan parameter, dan menyesuaikan diri dengan ciri -ciri bahan, pengeluar dapat meminimumkan pemotongan pemotongan dan memenuhi keperluan ketepatan pemotongan ketat industri seperti bahagian automotif dan perkakasan.
Hanya dengan terus memperbaiki setiap aspek pemotongan keluli tahan karat ke garis panjang, seseorang dapat menang dalam pasaran yang sangat kompetitif.
Kami berharap analisis dan cadangan dalam artikel ini akan menyediakan strategi dan penyelesaian penyelesaian masalah yang berkesan untuk industri berkaitan.