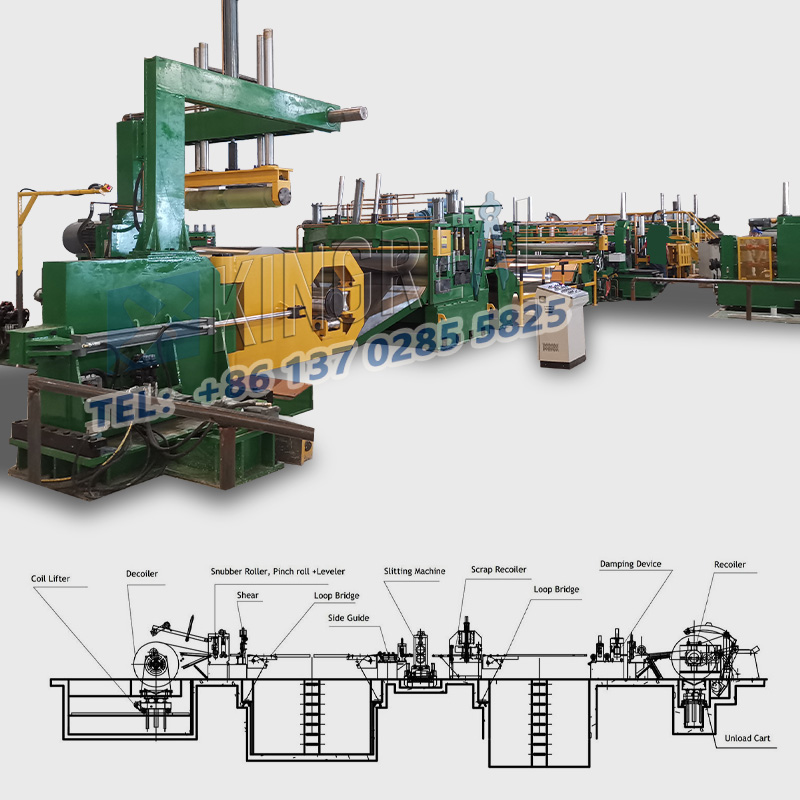
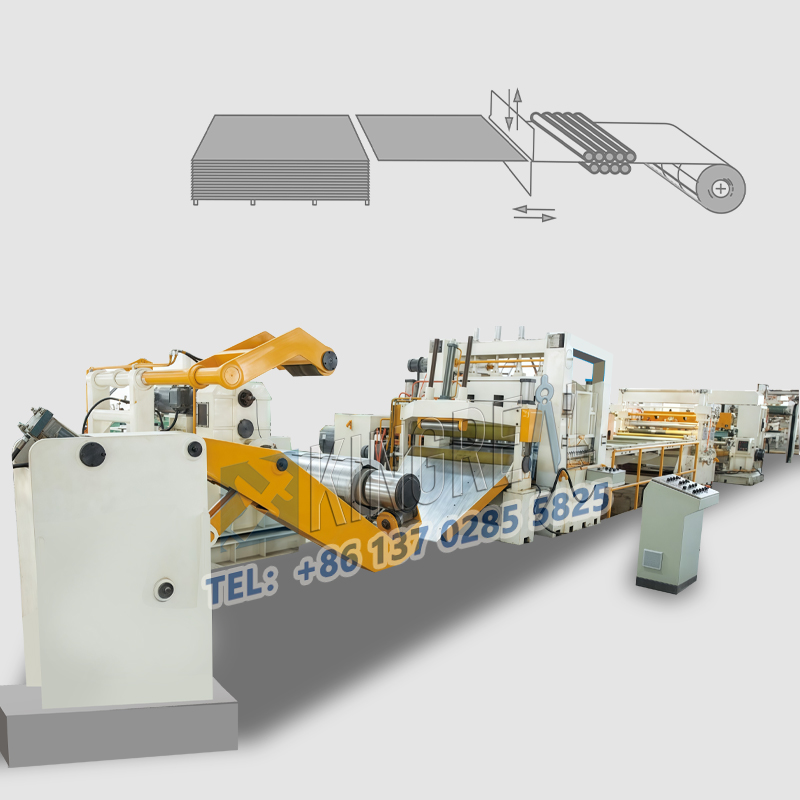
Thegaris celah berkelajuan tinggi, dengan kelajuan operasi maksimum 230m/min, melengkapkan proses utama dengan cekap seperti membuka gegelung, menggorok, dan bergelung logam, meningkatkan kecekapan pengeluaran dan ketepatan pemprosesan dengan ketara. Walau bagaimanapun, semasa operasi beban tinggi dan berkelajuan tinggi jangka panjang, mesin slitting berkelajuan tinggi terdedah kepada pelbagai kerosakan disebabkan oleh faktor seperti operasi yang tidak betul, haus komponen dan penyelenggaraan yang tidak mencukupi. Kerosakan ini bukan sahaja menjejaskan kemajuan pengeluaran tetapi juga boleh mengurangkan kualiti pemprosesan dan juga memendekkan hayat perkhidmatan talian celah berkelajuan tinggi. Untuk membantu pengendali yang berkaitan dalam menangani isu operasi mesin celah berkelajuan tinggi dengan lebih baik dan memastikan pengeluaran lancar, artikel ini akan memperincikan kerosakan biasa, puncanya dan penyelesaian yang sepadan semasa pengendalian talian celah berkelajuan tinggi, serta berkongsi petua praktikal untuk memanjangkan hayat perkhidmatannya.
1. Dimensi Celah yang Tidak Tepat
Dimensi slitting yang tidak tepat adalah salah satu masalah yang paling biasamesin pemotong berkelajuan tinggi, terutamanya semasa operasi berkelajuan tinggi. Sebaik sahaja masalah ini berlaku, ia boleh membawa kepada sekumpulan produk substandard, menyebabkan pembaziran bahan dan kelewatan pengeluaran.
Punca:
(1) Kawalan ketegangan yang tidak stabil. Semasa proses membelah garisan belahan berkelajuan tinggi, penyelarasan ketegangan yang tidak betul antara peringkat longgar, belahan dan gulung semula boleh menyebabkan regangan atau pengecutan bahan, sekali gus menjejaskan dimensi celahan.
(2) Kehausan alatan yang teruk. Bilah mesin celah berkelajuan tinggi sentiasa berada dalam keadaan pemotongan berkelajuan tinggi, yang boleh menyebabkan haus tepi, tumpul atau takik. Ini menjadikannya mustahil untuk memotong bahan dengan tepat, mengakibatkan sisihan dimensi.
(3) Sistem pembetulan sisihan yang tidak normal. Peranti pembetulan sisihan adalah penting untuk memastikan pengangkutan bahan yang tepat. Jika penderia sisihan tidak berfungsi atau tidak ditentukur dengan betul, ia boleh menyebabkan sisihan pengangkutan bahan, membawa kepada sisihan dimensi dalam celahan.
Penyelesaian:
(1) Periksa pengawal tegangan mesin slitting berkelajuan tinggi untuk mengesahkan bahawa parameter tegangan ditetapkan mengikut sifat bahan. Laraskan ketegangan semasa melonggarkan dan gulung semula untuk memastikan peralihan ketegangan yang lancar di antara tiga peringkat, mengelakkan regangan atau longgar bahan.
(2) Sentiasa periksa keadaan bilah. Jika terdapat sebarang haus, tumpul atau takuk, gantikannya dengan bilah yang memenuhi spesifikasi. Selepas penggantian, laraskan bilah dengan tepat untuk memastikan pemusatan yang tepat.
(3) Tentukan peranti pembetulan sisihan, periksa kepekaan penderia sisihan, bersihkan habuk dan kotoran pada permukaan penderia, dan ukur semula parameter pembetulan sisihan untuk memastikan bahan tidak menyimpang semasa proses penyampaian dan untuk menjamin ketepatan dimensi slitting.
2. Sisihan dan Kedutan Bahan
Semasa operasi garisan celah berkelajuan tinggi, sisihan bahan dan kedutan juga merupakan masalah biasa, terutamanya untuk gegelung logam nipis, di mana isu ini lebih menonjol. Ini bukan sahaja menjejaskan ketepatan slitting tetapi juga boleh menyebabkan kerosakan material, menjejaskan pemprosesan seterusnya.
Punca:
(1) Penggelek panduan tidak seimbang. Penggelek panduan dalam mesin slitting berkelajuan tinggi adalah penting untuk menyokong dan menghantar bahan. Jika penggelek panduan tidak dipasang pada paras, mempunyai kehausan permukaan, atau mempunyai objek asing yang dipasang, ia akan menyebabkan daya tidak sekata pada bahan semasa pengangkutan, mengakibatkan sisihan dan kedutan.
(2) Tekanan udara tidak mencukupi. Beberapa komponen penggerak mesin celah berkelajuan tinggi didorong oleh tekanan udara. Jika terdapat kebocoran dalam sistem tekanan udara atau tekanan tidak mencukupi, ia akan menyebabkan komponen berkaitan beroperasi dengan teruk dan gagal mengawal pengangkut bahan secara stabil.
(3) Ketegangan bahan yang tidak sekata. Sama seperti isu ketegangan yang menyebabkan dimensi celah yang tidak tepat, turun naik yang berlebihan dalam ketegangan semasa melonggarkan dan gulung semula boleh menyebabkan regangan bahan yang tidak sekata semasa pengangkutan, mengakibatkan kedutan dan sisihan.
Penyelesaian:
(1) Laraskan paras penggelek panduan. Selepas garis celah berkelajuan tinggi berhenti, periksa semua penggelek panduan mesin celah kelajuan tinggi, bersihkan objek asing dan kotoran pada permukaan penggelek panduan. Jika terdapat haus pada permukaan penggelek panduan, baiki atau gantikannya tepat pada masanya. Laraskan sudut pemasangan penggelek panduan untuk memastikan semua penggelek panduan berada pada tahap yang sama dan bahan ditekankan secara sama rata semasa pengangkutan.
(2) Periksa sistem pneumatik. Periksa sama ada terdapat sebarang kebocoran dalam saluran paip pneumatik, tambah tekanan udara kepada piawaian yang ditentukan oleh mesin slitting berkelajuan tinggi, dan kerap membersihkan dan menyelenggara injap pneumatik, silinder dan komponen lain untuk memastikan operasi sistem pneumatik yang stabil.
(3) Optimumkan ketegangan rehat dan undur. Mengikut ketebalan, kekerasan dan ciri-ciri lain bahan, laraskan semula parameter ketegangan mesin slitting berkelajuan tinggi, pakai mod kawalan ketegangan yang stabil, dan elakkan turun naik ketegangan yang berlebihan untuk mengurangkan sisihan bahan dan kedutan dari akar.
3. Getaran Tidak Normal atau Bunyi Garisan Celah Berkelajuan Tinggi
Apabila mesin slitting berkelajuan tinggi beroperasi pada kelajuan tinggi dan mengalami getaran yang tidak normal atau bunyi nyaring, ini menunjukkan bahawa terdapat masalah haus dan lusuh atau pemasangan dengan komponen talian slitting berkelajuan tinggi. Jika tidak ditangani dengan segera, ia akan mempercepatkan haus komponen malah boleh menyebabkan kegagalan dan penutupan mesin pemotong berkelajuan tinggi.
Punca:
(1) Kehausan galas. Bahagian penghantaran dan penggelek panduan mesin celah berkelajuan tinggi semuanya dilengkapi dengan galas. Operasi berkelajuan tinggi jangka panjang boleh menyebabkan pelinciran yang tidak mencukupi dan kehausan galas yang teruk, menyebabkan getaran dan bunyi semasa putaran.
(2) Tali pinggang pemacu longgar. Tali pinggang pemacu adalah komponen utama untuk penghantaran kuasa dalam mesin slitting berkelajuan tinggi. Dengan penggunaan yang berpanjangan, ia mungkin menua dan meregang, mengakibatkan tali pinggang pemanduan longgar. Semasa operasi, ia akan bergesel dengan takal, menghasilkan bunyi dan menjejaskan penghantaran kuasa, yang seterusnya menyebabkan getaran talian celah berkelajuan tinggi.
(3) Komponen mekanikal yang longgar. Semasa operasi beban tinggi jangka panjang bagi mesin celah berkelajuan tinggi, skru, bolt dan bahagian penyambung lain mungkin longgar, membawa kepada sambungan yang lemah antara komponen dan menyebabkan getaran dan bunyi yang tidak normal semasa operasi.
Penyelesaian:
(1) Periksa semua galas mesin slitting berkelajuan tinggi. Jika mana-mana galas didapati haus, tersekat atau mengeluarkan bunyi yang tidak normal, tambah gris khas untuk pelinciran tepat pada masanya. Jika haus teruk, gantikan galas dengan segera untuk mengelakkan kerosakan galas daripada menjejaskan operasi keseluruhan garis celah berkelajuan tinggi. (2) Laraskan ketat tali pinggang pemacu. Selepas mesin slitting berkelajuan tinggi berhenti, periksa ketegangan tali pinggang pemacu. Jika tali pinggang pemacu longgar, laraskan peranti penegang. Jika tali pinggang pemacu sudah tua atau haus teruk, gantikannya tepat pada masanya untuk memastikan bahawa tali pinggang pemacu sesuai dengan takal dan penghantaran kuasa adalah lancar.
(3) Menjalankan pemeriksaan menyeluruh terhadap skru, bolt dan bahagian penyambung laingaris celah berkelajuan tinggi. Ketatkan mana-mana bahagian yang longgar, terutamanya memfokuskan pada bahagian penyambung transmisi dan kedudukan penetapan penggelek pemandu, untuk memastikan semua bahagian disambungkan rapat dan mengurangkan getaran dan bunyi semasa operasi.
(1) Penyelenggaraan bilah
-Pemeriksaan harian: Sebelum memulakan mesin slitting berkelajuan tinggi, periksa sama ada bilah mempunyai sebarang parut, karat atau sisa bahan. Bersihkan kotoran tepat pada masanya, keluarkan kotoran dengan pembersih khas, dan sapukan agen anti-karat pelincir selepas pengeringan.
-Penggantian tepat pada masanya: Simpan log status bilah. Gantikan bilah yang haus teruk atau telah terkelupas atau retak tepat pada masanya untuk mengelakkan menjejaskan prestasi keseluruhangaris celah berkelajuan tinggiakibat kerosakan bilah.
(2) Pengurusan pelinciran
-Pelinciran bahagian utama: Pelincir bahagian yang bergerak seperti galas, gear, silinder hidraulik, rantai dan tali pinggang pada selang masa yang tetap. Galas/gear hendaklah dilincirkan dengan gris sintetik berkelikatan rendah setiap hari, silinder hidraulik dengan minyak hidraulik tahan suhu tinggi setiap 1000 jam, dan rantai/tali pinggang dengan gris berasaskan litium setiap bulan.
-Bersihkan sebelum pelinciran: Bersihkan kesan minyak lama sebelum pelinciran untuk mengelakkan pelinciran berlebihan yang menyerap habuk dan menjejaskan kesan pelinciran.
(3) Ketegangan dan Penentukuran
-Kawalan ketegangan: Laraskan parameter ketegangan mengikut sifat bahan. Sebagai contoh, ketegangan untuk filem harus agak rendah, manakala untuk kerajang logam, ia boleh menjadi lebih tinggi sedikit. Semasa gulung semula, gunakan ketegangan tirus untuk mengelakkan pemampatan lapisan dalam.
-Penentukuran biasa: Kalibrasi pemusatan dan penderia bilah setiap 3 hingga 6 bulan. Untuk talian slitting berkelajuan tinggi dengan kekerapan penggunaan yang tinggi, pendekkan kitaran penentukuran untuk memastikan ketepatan pemotongan dan operasi stabil mesin slitting berkelajuan tinggi.
(4) Penyelenggaraan Sistem Penghantaran
-Periksa tali pinggang/rantai: Periksa ketegangan tali pinggang/rantai setiap minggu untuk mengelakkan tergelincir atau haus berlebihan akibat terlalu ketat. Buat pembetulan atau penggantian tepat pada masanya untuk tali pinggang/rantai yang haus teruk.
-Periksa galas: Periksa keadaan haus galas di bahagian penghantaran setiap tiga hari. Dengar sebarang bunyi yang tidak normal dan rasakan terlalu panas. Gantikan galas yang rosak dengan segera.
(5) Penyelenggaraan Sistem Elektrik
-Bersihkan pelesapan haba: Bersihkan lubang pelesapan haba dan kipas kotak elektrik setiap bulan untuk mengelakkan pengumpulan habuk dan memastikan pengudaraan yang baik untuk penukar frekuensi dan pemacu servo.
-Periksa pendawaian: Ketatkan terminal pendawaian dan periksa penuaan kabel untuk mengelakkan kerosakan elektrik yang menjejaskan operasi talian celah berkelajuan tinggi.
Melalui penyelenggaraan standard, kadar kegagalanmesin pemotong berkelajuan tinggiboleh dikurangkan lebih daripada 40%, memanjangkan hayat perkhidmatannya dengan ketara!