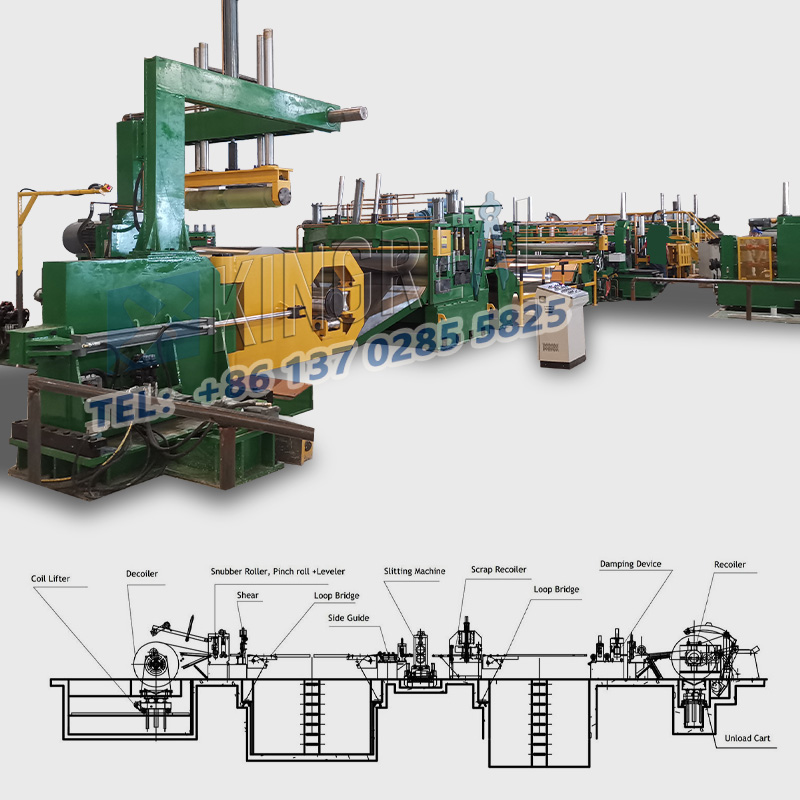
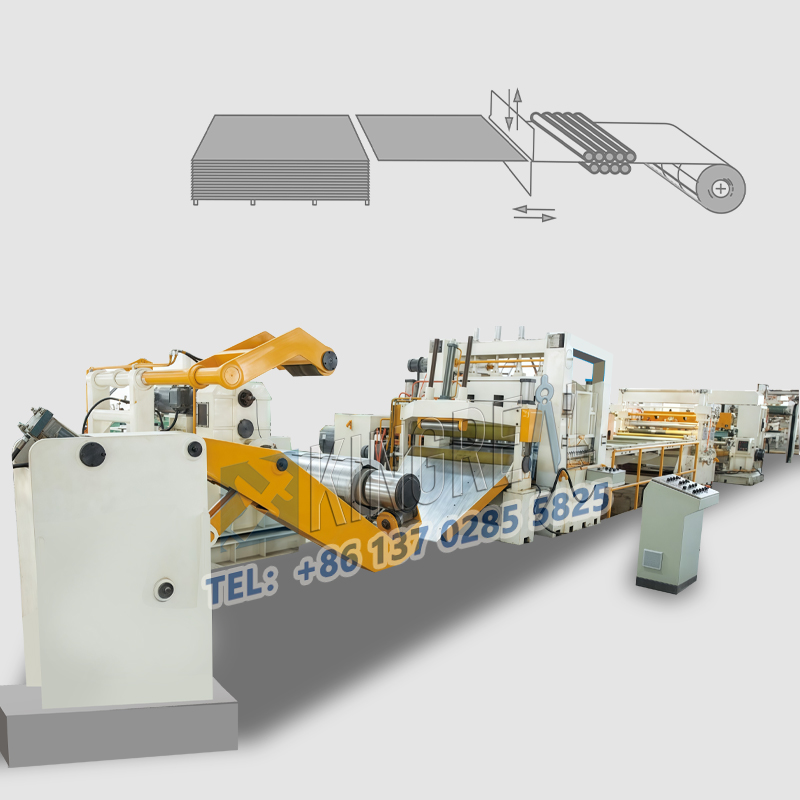
Dalam bidang pemprosesan gegelung logam,mesin pemotong jalur kelulidigunakan untuk membelah gegelung logam secara membujur seperti keluli tahan karat, aluminium, keluli karbon dan keluli silikon. Ketepatan dimensi jalur sempit, kelancaran potongan, dan kehadiran atau ketiadaan burr atau camber semuanya ditentukan secara langsung oleh kelegaan antara bilah atas dan bawah garisan belahan jalur keluli.
Dalam pengeluaran harian, apabila ketebalan gegelung yang sedang diproses ditukar, atau bahan yang berbeza dengan kekerasan yang berbeza-beza digunakan, pengendali mesti serentak melaraskan kelegaan bilah mesin pemotong jalur keluli.
Kelegaan bilah yang betul membolehkan garis belahan jalur keluli memotong jalur sempit berketepatan tinggi dengan potongan licin, bebas burr dan lapisan keratan rentas seragam; nilai kelegaan yang tidak betul akan mengakibatkan banyak kecacatan pengeluaran seperti lencongan tepi, serpihan bilah, lenturan jalur dan pengumpulan burr tepi. Artikel ini, KINGREAL STEEL SLITTER, akan menggabungkan pengalaman praktikal dengan piawaian parameter kelegaan untuk menerangkan sepenuhnya logik pelarasan, kaedah praktikal dan spesifikasi tetapan parameter untuk kelegaan bilah mesin pemotong jalur keluli.

Hubungan Antara Kelegaan Bilah & Ketepatan Jalur dalam Mesin Pembelahan Jalur Keluli
Kelegaan bilah mesin pemotong jalur keluli merujuk kepada jurang jejarian yang ditinggalkan apabila set atas dan bawah bilah ricih bulat bercantum. Nilai ini bukan pemalar tetap tetapi berubah secara dinamik dengan dua pembolehubah teras ketebalan dan kekerasan bahan yang diproses. Kedua-dua faktor ini secara langsung menentukan kualiti slittinggarisan belahan jalur keluli.
1. Ketebalan Bahan
Apabila ketebalan bahan gegelung yang diproses berubah, kelegaan bilah mesin pemotong jalur keluli mesti dilaraskan dengan sewajarnya. Jika garisan belahan jalur keluli memproses jalur logam tebal, kelegaan bilah hendaklah ditingkatkan dengan sewajarnya; kelegaan yang terlalu kecil akan menyebabkan bilah atas dan bawah untuk memerah bahan lembaran secara paksa, meningkatkan beban pada badan bilah dengan serta-merta, yang dengan mudah boleh menyebabkan pecah bilah dan ubah bentuk aci pemotong, memendekkan hayat perkhidmatan pemotong dan gelendong jalur keluli dengan ketara.
Sebaliknya, apabila garis celah jalur keluli beralih kepada pemprosesan bahan nipis, kelegaan bilah mesti dikurangkan. Jika kelegaan terlalu besar, bahan lembaran tidak boleh dipotong sepenuhnya oleh bilah, tepi bahan akan koyak semasa proses ricih, dan sejumlah besar burr akan muncul di kedua-dua belah jalur siap. Dalam kes yang teruk, keseluruhan jalur sempit akan mempunyai camber, melebihi toleransi dimensi dan gagal memenuhi keperluan proses pengecapan, lenturan dan pembentukan hiliran.
Untuk jalur logam yang sangat nipis dengan ketebalan kurang daripada 0.1mm, jurang bilah teori mesin pemotong logam menghampiri sifar, bergantung pada interlocking mikro bilah untuk mencapai belahan ketepatan.
2. Kekerasan Bahan dan Kekuatan Tegangan
Logam yang berbeza mempamerkan perbezaan ketara dalam kekuatan tegangan dan kekerasan, menghasilkan julat jurang bilah yang berbeza sama sekali sesuai untuk mesin pemotong jalur keluli. Bahan berkekerasan tinggi, berkekuatan tinggi, seperti keluli karbon tebal, keluli tahan karat dan keluli silikon, mempunyai struktur molekul padat dan rintangan ricih yang lebih besar, memerlukan jurang bilah yang lebih besar dalam garisan belahan jalur keluli. Bahan lembut dan berkekuatan rendah, seperti aluminium tulen dan kepingan aluminium nipis, mempunyai keplastikan yang tinggi dan rintangan ricih yang rendah, membolehkan jurang bilah yang lebih kecil dalam mesin pemotong jalur keluli.
Prinsip fizikal pemotongan logam bukanlah pemotongan tulen, sebaliknya ricih separa dan pecah tegangan bahan kepingan di bawah tekanan bilah. Bahan kekerasan yang lebih tinggi mempunyai bahagian patah plastik yang lebih tinggi, memerlukan jurang yang lebih besar untuk mencapai keratan rentas yang licin. Aluminium lembut mempamerkan ubah bentuk plastik yang besar; jurang yang berlebihan boleh menyebabkan penyemperitan bahan, mengelupas, dan kecacatan lencong.
Kaedah Pelarasan Piawai untuk Jurang Bilah Garisan Celah Jalur Keluli
Pada masa ini, kebanyakan arus perdanamesin pemotong jalur kelulidi pasaran bergantung pada shim ketepatan untuk mencapai kawalan tepat jurang bilah. Dengan menambah atau mengeluarkan shim dan sesendal dengan ketebalan yang berbeza, jurang jejari antara bilah aci pemotong atas dan bawah dikawal dengan tepat. Proses pelarasan lengkap terdiri daripada empat operasi teras:
(1) Memadankan Shim dengan Jurang Asas
Sebelum pembelahan rasmi, mula-mula sahkan bahan dan ketebalan gulungan, pilih nilai jurang asas mengikut jadual parameter jurang, dan kemudian pilih shim ketepatan ketebalan yang sepadan untuk dipasang pada kedua-dua belah aci pemotong dan bilah garisan slitting jalur keluli. Ketebalan shim yang dipadankan dengan tepat memastikan bilah mesin pemotong jalur keluli disambung secara sekata, menghalang penyemperitan satu sisi, serpihan dan lencongan tepi semasa proses ricih. Ini mengurangkan kehausan bilah dengan ketara dan memanjangkan hayat perkhidmatan keseluruhan set pemotong.
(2) Mengisar dan Membetulkan Kepekatan Bilah
Jika garis celah jalur keluli digunakan dalam keamatan tinggi untuk jangka masa yang lama dan bilah terhantuk pada satu sisi, ketumpuan bilah akan menjadi tidak seimbang. Walaupun spesifikasi shim adalah betul, jurang bilah akan berubah-ubah semasa operasi. Jenis kerosakan ini tidak boleh dilaraskan menggunakan shim. Keseluruhan set bilah perlu dibongkar daripada aci pemotong mesin pemotong jalur keluli, dihantar ke pengisar profesional untuk mengisar semula dan pengisaran luaran, membetulkan kepekatan bilah, dan kemudian dipasang semula pada garisan membelah jalur keluli sebelum melaraskan semula jurang shim.
(3) Membetulkan Aci Pemotong Celah Tidak Seimbang
Aci pemotong atas dan bawah mesin pemotong jalur keluli tertakluk kepada hentaman ricih dalam tempoh yang lama, mengakibatkan lenturan sedikit dan haus permukaan tidak rata. Semasa putaran aci, jurang bilah beralih secara berkala, mengakibatkan burr pada satu sisi jalur siap dan potongan licin pada yang lain. Untuk menangani masalah ini, mesin harus dihentikan, pemasangan aci pemotong garis pemotongan keluli dibongkar, kawasan haus pada tanah badan aci dan diperbetulkan, dan keseimbangan dinamik aci pemotong ditentukur untuk menghapuskan turun naik jurang yang disebabkan oleh putaran.
(4) Menstabilkan Jurang Ricih dengan Sesendal
Shims dan sesendal pemisah adalah komponen tambahan teras untuk melaraskan jurang dalam mesin pemotong jalur keluli. Dipasang pada kedua-dua belah setiap kumpulan bilah pemotong, mereka boleh memisahkan bilah dengan tepat, mengawal jurang pemotongan kumpulan tunggal, dan mengekalkan selari mendatar bilah atas dan bawah. Gasket keluli berkekuatan tinggi dan sesendal memberikan ketegaran yang tinggi, menghalang bilah daripada mengikis dan berlanggar selepas pemasangan. Ia juga memastikan jarak seragam antara berbilang bilah pemotong pada keseluruhan aci pemotong garisan keluli jalur, mengekalkan ketepatan pemotongan yang konsisten merentas berbilang jalur.
Spesifikasi Tetapan Standard untuk Parameter Jurang Bilah Garisan Celah Jalur Keluli
Rujukan teras untuk menetapkan jurang bilahmesin pemotong jalur keluliialah ketebalan, kekerasan, dan kekuatan tegangan bahan yang diproses. Jadual di bawah menunjukkan jurang standard untuk pelbagai logam yang biasa digunakan yang serasi dengan garisan belahan jalur keluli:
|
Ketebalan |
Keluli Tahan Karat |
aluminium |
Keluli |
Keluli Karbon |
Silikon Steel |
| <0.1mm |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1.0mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Melaraskan celah bilah pada mesin pemotong jalur keluli ialah proses teras untuk mengawal kualiti produk pemotongan gegelung siap. Padanan tepat nilai jurang secara langsung mempengaruhi kecekapan pengeluaran, kehausan alatan dan kadar kelayakan produk siap bagi garisan belahan jalur keluli. Semasa operasi harian mesin pemotong jalur keluli, pengendali mesti menghafal parameter jurang yang sepadan dengan bahan dan ketebalan, menggunakan shim ketepatan untuk pelarasan dengan betul, dan kerap memeriksa bilah dan aci pemotong untuk mengurangkan kegagalan pengeluaran seperti burr, serpihan dan sisihan dimensi.
Untuk maklumat lanjut mengenaigarisan belahan jalur kelulipentauliahan, pemilihan alat, petua pemprosesan gegelung, atau untuk menyesuaikan mesin pemotong jalur keluli automatik sepenuhnya yang sesuai untuk keluli tahan karat, keluli karbon dan aluminium, sila hubungi terus KINGREAL STEEL SLITTER!