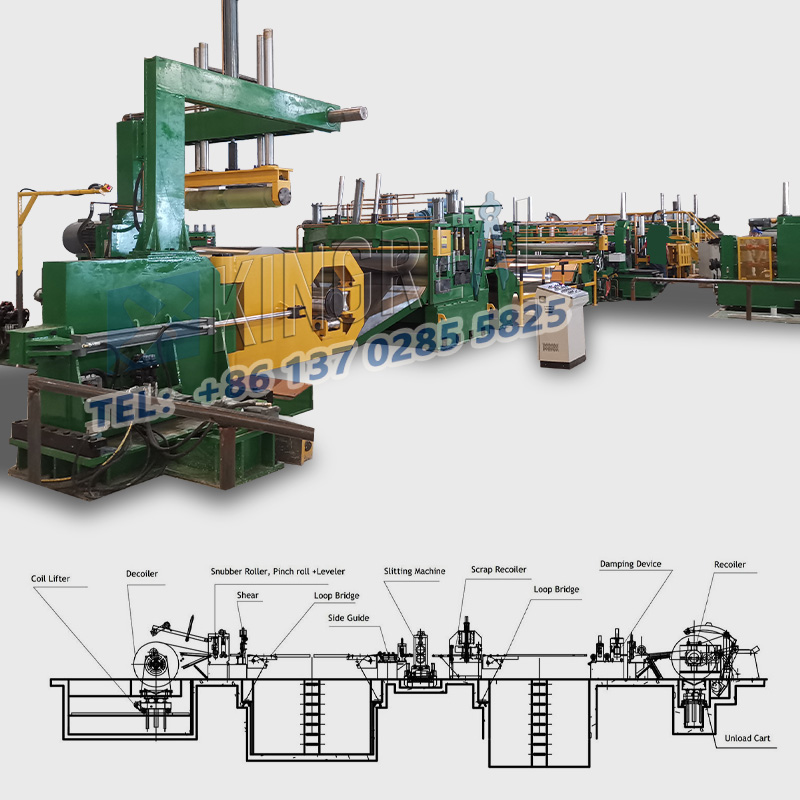
Mesin pemotong logamdigunakan terutamanya untuk memotong bahan logam secara membujur untuk menghasilkan jalur logam dengan lebar yang berbeza. Dengan permintaan yang semakin meningkat untuk ketepatan dan kecekapan, garisan pemotongan logam secara beransur-ansur menjadi alat yang amat diperlukan dalam pelbagai bidang, termasuk pembuatan automotif, pengeluaran perkakas rumah dan hiasan seni bina.
Fungsi teras amesin pemotong logamadalah untuk memotong gegelung logam secara membujur dengan tepat. Menggunakan garis celah logam, syarikat boleh dengan cepat dan cekap menghasilkan jalur logam yang memenuhi keperluan standard. Ini bukan sahaja meningkatkan kecekapan pengeluaran tetapi juga mengurangkan bahan waste. Dalam industri pemprosesan logam moden, keupayaan untuk menggunakan mesin pemotong logam adalah sangat penting dalam meningkatkan kualiti produk dan mengoptimumkan proses pengeluaran.
Garisan belahan logam menawarkan pelbagai kelebihan. Pertama, ia mempunyai ketepatan slitting yang tinggi, memastikan bahawa lebar dan toleransi jalur potong memenuhi keperluan pelanggan. Kedua, produk siap mempunyai burr minimum, dan bilah pemotong diperbuat daripada keluli aloi tinggi, memastikan kestabilan kualiti pemotongan. Tambahan pula, garis celah logam menggunakan peraturan kelajuan tanpa langkah dan kawalan pintar PLC, menjadikannya mudah untuk beroperasi dengan pratetap parameter satu butang, mengurangkan beban kerja pengendali.
Mesin slitting logam sesuai untuk pelbagai jenis bahan, termasuk keluli tahan karat dan gegelung aluminium. Ini meluaskan senario aplikasi mereka dalam pelbagai industri. Sama ada dalam pembuatan automotif, pengeluaran perkakas rumah atau hiasan seni bina, mereka boleh memenuhi keperluan pengeluaran yang berbeza. Oleh itu, pengenalan garisan pemotongan logam pemotongan logam sudah pasti menyediakan syarikat penyelesaian mesin pemotong logam yang berkesan untuk meningkatkan kecekapan pengeluaran dan kualiti produk.
Kaedah Penggunaan Mesin Celah Logam
1) Pemeriksaan dan penyediaan pra-operasi
Pemeriksaan dan penyediaan yang menyeluruh adalah penting sebelum menggunakangarisan belahan logam. Mula-mula, untuk mengelakkan penyelewengan yang tidak perlu semasa operasi pemotongan, pastikan garis celah logam adalah rata, dijajar dengan betul dan dibumikan. Untuk menjamin mesin berfungsi secara optimum, periksa bilah pemotong, aci bilah dan bahagian lain untuk sebarang haus atau kerosakan. Operator juga harus memakai alat pelindung diri (PPE) yang sesuai, termasuk cermin mata keselamatan, sarung tangan dan penyumbat telinga, untuk melindungi diri mereka.
2) Pemuatan dan kedudukan gegelung
Pemegang gegelung mesin pemotong logam mempunyai gegelung logam yang dimuatkan padanya menggunakan sama ada kren atau pengangkat, dan proses itu harus dilakukan dengan berhati-hati. Untuk mengekalkan penjajaran yang betul dengan bilah celah, pastikan gegelung berada dengan kukuh antara mandrel dan pelepas. Penjajaran yang betul menjamin ketepatan celah dan mengelakkan isu pemotongan yang disebabkan oleh salah jajaran.
3) Persediaan bilah celah
Bilah celah adalah komponen teras garis celah logam. Menggunakan mikrometer digital atau alat ketepatan, betul-betul ubah suai jarak bilah untuk memenuhi spesifikasi supaya menjamin lebar jalur dan toleransi yang dimaksudkan dipenuhi dan seterusnya memastikan prestasi celahan terbaik. Kesan pemotongan dipengaruhi secara langsung oleh tetapan bilah; oleh itu proses ini tidak boleh dipandang ringan.
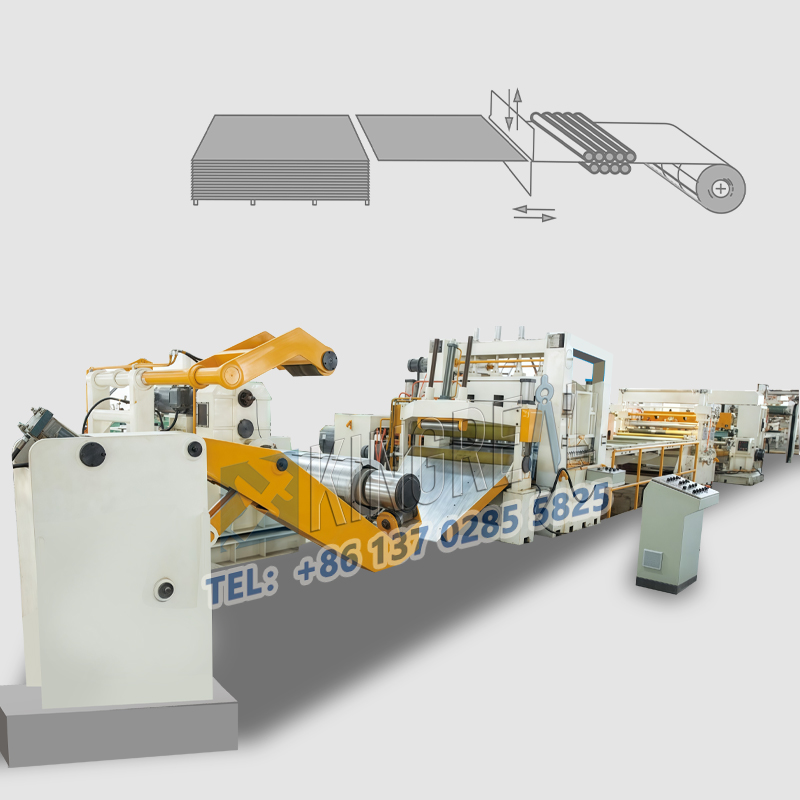
4) Proses membelah
Setelah bilah diletakkan dengan betul, proses menggorok boleh bermula. Bilah belah yang berputar akan membuka gegelung logam dan membahagikannya kepada jalur nipis. Semasa proses ini, operasi harus diperhatikan dengan teliti, dan kelajuan dan ketegangan penyusuan harus diubah mengikut keperluan berdasarkan ciri-ciri bahan dan keperluan pengeluaran untuk memastikan kualiti slitting yang konsisten.
5) Pengumpulan dan pemeriksaan jalur
Jalur yang dihasilkan daripada potongan gegelung logam dikumpulkan pada recoiler. Operator mesti memastikan jalur digulung dengan sekata dan ketat pada peringkat ini untuk mengelakkan kerosakan atau kekusutan. Periksa kualiti jalur dengan kerap, terutamanya untuk burr, sempadan tidak teratur atau variasi lebar, untuk menjamin kemasan masa depan yang sempurna.
Langkah berjaga-jaga untuk Menggunakan Talian Celah Logam
Walaupun operasimesin pemotong logamagak mudah, aspek berikut masih perlu diberi perhatian:
1) Urutan permulaan
Sentiasa mulakan garis celah logam mengikut urutan yang dinyatakan dalam manual peralatan. Secara amnya, peralatan tambahan (seperti peranti suapan) harus dimulakan dahulu, diikuti dengan motor utama. Ini akan menghalang beban berlebihan yang disebabkan oleh terus menghidupkan motor utama, menjejaskan operasi normal peralatan.
2) Kawalan kelajuan
Berdasarkan kekerasan dan ketebalan beberapa bahan, ubah kelajuan operasi garis celah logam dengan betul. Jika kelajuan terlalu tinggi, ia mungkin memecahkan bahan atau mata pisau terlalu haus; oleh itu, ia perlu ditetapkan sedikit bergantung pada keadaan sebenar.
3)Pemerhatian dan pemantauan
Operator harus menjejaki dengan teliti kualiti pemotongan dan keadaan operasi talian celah logam semasa beroperasi. Hentikan segera mesin pemotong logam untuk pemeriksaan jika terdapat bunyi yang luar biasa, getaran atau kualiti pemotongan yang tidak baik untuk menjamin keselamatan dan kestabilan garisan pemotongan logam.
4) Tindak balas kecemasan
Mengetahui di mana butang berhenti kecemasan berada pada mesin pemotong logam dan cara ia digunakan adalah sangat penting. Sekiranya berlaku kecemasan, boleh bertindak pantas dan tekan butang untuk menghentikan mesin pemotong logam untuk mengelakkan lebih banyak kerugian dan bahaya fizikal.
Kemungkinan Kesalahan Semasa Operasi Mesin Pemotong Logam
Semasa operasi amesin pemotong logam, beberapa kerosakan mungkin berlaku. Memahami simptom kerosakan ini dan penyelesaian yang sepadan dengannya boleh meningkatkan kecekapan garis celah logam dengan ketara.
1) Sisihan ketepatan
Jika sisihan lebar jalur melebihi toleransi, perkakas, ketegangan dan ketegaran hendaklah diperiksa terlebih dahulu. Dalam kebanyakan kes, ketepatan yang salah disebabkan oleh penjajaran yang lemah sepanjang pemasangan perkakas atau skru longgar dan bukannya kegagalan dalam alat itu sendiri. Kebanyakan masalah boleh diselesaikan dengan menentukur keselarian aci pemotong atas dan bawah dengan penunjuk dail dan menjamin tork pengetatan sepadan dengan buku panduan peralatan (biasanya 30–50 N.m). Jika sisihan masih wujud selepas penentukuran, periksa sama ada kawalan ketegangan tidak seimbang.
2) Kerosakan alatan
Perkakas adalah bahagian yang boleh digunakan pada mesin pemotong logam, dan masalah biasa termasuk kerepek atau kusam. Apabila memotong logam kekerasan tinggi, menggunakan alat biasa boleh mempercepatkan haus dengan mudah. Oleh itu, adalah penting untuk memilih alat yang sesuai mengikut kekerasan bahan dan menyesuaikan kelajuan pemotongan dengan sewajarnya. Di samping itu, memastikan pelinciran alat yang baik dan sentiasa memeriksa bahawa talian pelinciran tidak terhalang boleh memanjangkan hayat perkhidmatan alatan dengan berkesan.
3) Bunyi dan getaran yang tidak normal
Jika garis celah logam tiba-tiba menghasilkan bunyi yang tidak normal disertai dengan getaran yang teruk semasa operasi, tapak dan skru hendaklah diperiksa terlebih dahulu untuk memastikan ia sama rata dan diketatkan. Jika bunyi yang tidak normal berterusan, galas aci pemotong dan aci penghantaran hendaklah diperiksa, dan galas yang haus atau rosak hendaklah diganti dengan segera. Pelinciran gear juga perlu ditukar mengikut musim untuk mengurangkan kebarangkalian kegagalan.
4) Burr tepi yang berlebihan
Burr yang berlebihan di tepi jalur selepas dibelah secara langsung menjejaskan kualiti pemprosesan seterusnya. Ramai pengendali mula-mula akan mempertimbangkan untuk menggantikan alat, tetapi pelepasan alat yang tidak betul selalunya menjadi punca yang lebih kerap. Melaraskan kelegaan alat dengan sewajarnya dan mencari nilai optimum berdasarkan ketebalan bahan boleh menyelesaikan masalah ini.
5) Kegagalan untuk memulakan/gangguan operasi
Jika talian slitting logam gagal dimulakan, ia biasanya berkaitan dengan masalah bekalan kuasa. Periksa sama ada sesentuh litar adalah baik dan sama ada voltan stabil. Jika terdapat masalah dengan sistem kawalan, semak lukisan untuk mengesahkan sama ada semua komponen berfungsi dengan betul dan gantikan komponen yang rosak dengan segera.
6) Bahan habis
Jika kehabisan bahan berlaku semasa proses menggorok, penggelek panduan dan peranti pembetulan hendaklah diperiksa, dan sistem kawalan ketegangan hendaklah dilaraskan dengan segera. Memastikan kualiti bahan gegelung juga merupakan aspek penting untuk mengelakkan penyelewengan. Menggunakan bahan mentah berkualiti tinggi boleh meningkatkan ketepatan celahan dengan ketara.
Kaedah Penyelenggaraan Talian Celah Logam
Penyelenggaraan rutinmesin pemotong logamadalah penting untuk memanjangkan jangka hayat peralatan dan memastikan kualiti slitting.
1) Penyelenggaraan alatan
Selepas setiap penutupan, alat pemotong hendaklah dibersihkan dan diselenggara dengan teliti. Gunakan agen pembersih khas untuk mengeluarkan sisa bahan dan kotoran minyak dari permukaan alat, dan kemudian gunakan perencat karat untuk mengelakkan berkarat. Untuk alatan yang tidak akan digunakan untuk jangka masa yang lama, simpan dengan betul untuk mengelakkan kerosakan.
2) Pembersihan peralatan
Bersihkan kawasan sekitar mesin pemotong logam serta bahagian dalam dengan kerap; menyingkirkan habuk, sampah, dan serpihan lain. Pastikan garis celah logam dan ruang kerja bersih menggunakan penyapu atau vakum. Juga, periksa titik pelinciran untuk memastikan peralatan dilincirkan dengan betul untuk operasi biasa.
Dengan pemahaman dan penguasaan menyeluruh yang diterangkan di atas, kami percaya anda kini mempunyai pemahaman yang lebih mendalam tentang penggunaan dan penyelenggaraanmesin pemotong logam. Untuk maklumat lanjut, sila hubungi KINGREAL STEEL SLITTER.