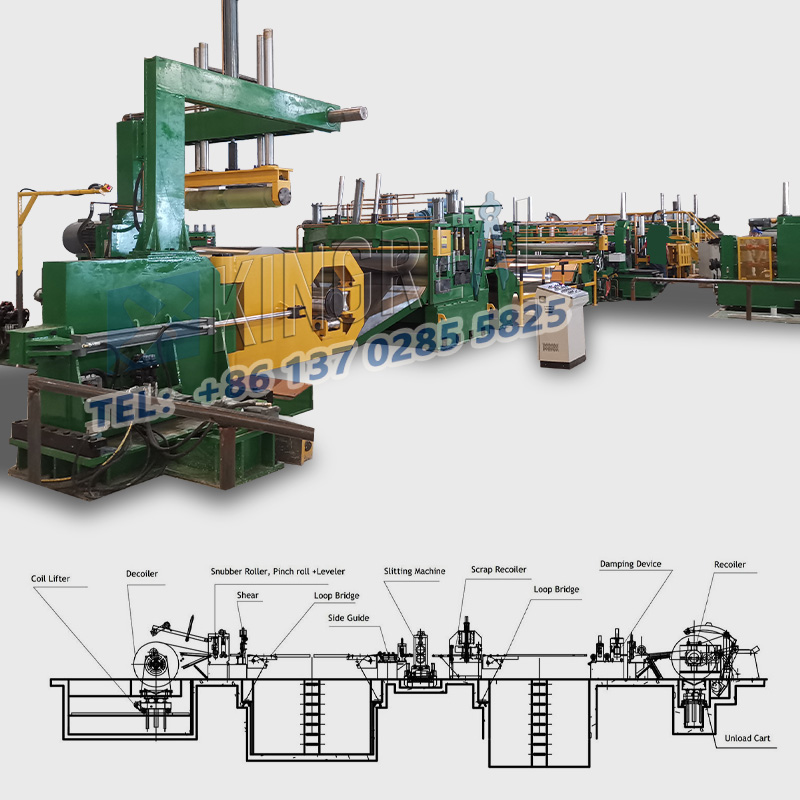
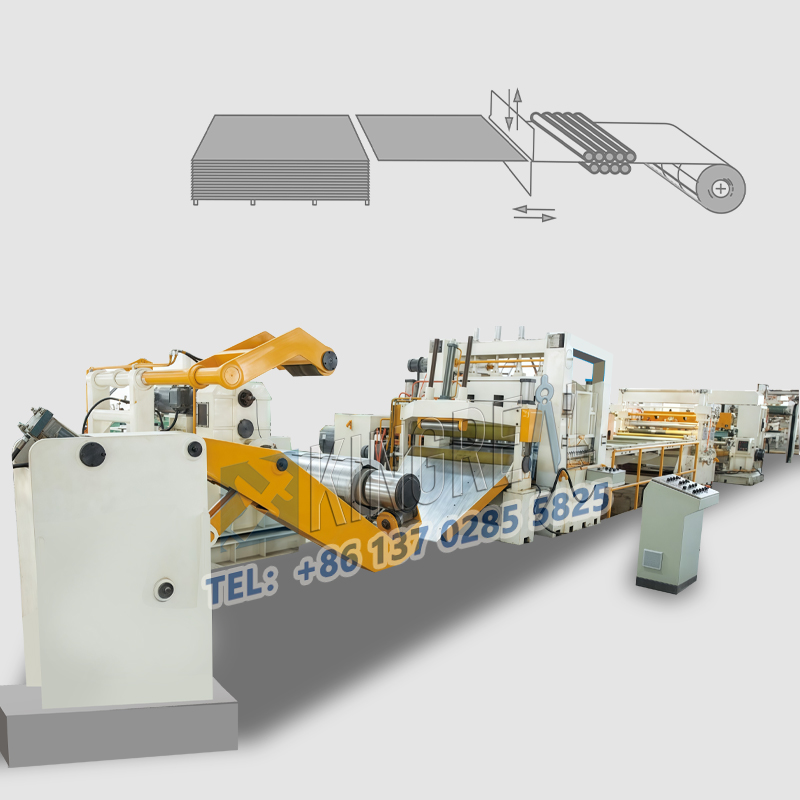
Mesin pemotong logamdigunakan secara meluas dalam industri pemprosesan logam, terutamanya untuk memotong gulungan besar bahan logam kepada beberapa jalur sempit. Walau bagaimanapun, semasa operasi sebenar, garisan pemotongan logam mungkin mengalami pelbagai kelainan, yang membawa kepada pengurangan kecekapan pemprosesan atau sisa bahan. Artikel oleh KINGREAL STEEL SLITTER ini akan menangani beberapa masalah operasi biasa dengan mesin pemotong logam dan menyediakan penyelesaian yang sepadan untuk membantu pengguna menggunakan garisan belah logam mereka dengan lebih baik.
1.1 Gegelung Runtuh
Selepas membelah, apabila gegelung keluli dikeluarkan dari gelendong, ia sering runtuh dan menjadi berbentuk bujur. Sebab utama fenomena ini adalah ketegangan yang tidak mencukupi semasa proses penggulungan, atau kehadiran minyak pencegah karat pada permukaan jalur keluli, menghalang geseran yang mencukupi antara lapisan. Untuk menyelesaikan masalah ini, langkah-langkah berikut boleh diambil:
1.1.1 Pastikan ketegangan yang mencukupi digunakan semasa proses penggulungan untuk mengelakkan ubah bentuk gegelung.
1.1.2 Periksa permukaan jalur keluli secara kerap untuk memastikan ia bersih dan bebas daripada minyak, dengan itu memastikan geseran yang baik antara lapisan.
1.2 Tepi Gegelung Keluli Tidak Sekata
Tepi gegelung keluli yang tidak rata disebabkan terutamanya oleh faktor berikut:
1.2.1 Ketegangan Lemah: Ketegangan yang lemah pada permulaan belitan dan ketegangan yang kuat pada penghujung belitan membawa kepada belitan tidak sekata. Untuk mengelakkan ini, ketegangan harus ditingkatkan pada permulaan penggulungan dan dikurangkan pada akhir.
1.2.2 Pengagihan Ketegangan Tidak Sekata: Jika jalur keluli tidak dipotong lurus di tepi hadapan, atau pengapit menggigit tepi hadapan jalur keluli semasa pemotongan, ia akan membawa kepada pengagihan ketegangan yang tidak sekata. Sebelum operasi, sahkan bahawa jalur celah dilekatkan rapat pada permukaan kekili untuk memastikan ketegangan yang sekata.
1.2.3 Ayunan dalam Lubang Gelung: Jika jalur keluli berayun dari sisi ke sisi dalam lubang gelung, dan penggelek panduan kecil tidak dibetulkan dengan betul, ia boleh menyebabkan perubahan dalam sudut plat tegangan, mengakibatkan penggulungan tidak sekata. Untuk mengurangkan ayunan, permaidani atau kain felt boleh digunakan selepas lubang gelung untuk menghubungi permukaan jalur keluli, dan penggelek panduan kecil harus diperbaiki.
1.2.4 Penjanaan Burr: Untuk jalur keluli sempit, burr besar atau burr tidak konsisten pada kedua-dua belah semasa pemotongan boleh menyebabkan penggulungan tidak sekata. Adalah disyorkan untuk membalikkan jalur keluli dengan burr menghadap ke atas dalam lubang gelung supaya burr menghadap ke bawah, dengan berkesan menghalang masalah ini.
Selepas membelah, jalur keluli mungkin menunjukkan ubah bentuk seperti lenturan sisi. Sebabnya agak rumit:
2.1 Jurang Ricih Tidak Sekata:
Pada amesin pemotong logam, titik rujukan yang tidak tepat pada bahu aci pemotong, kelegaan paksi yang berlebihan bagi galas aci pemotong, atau ralat dalam pengatur jarak atau ketebalannya semuanya boleh membawa kepada jurang ricih yang tidak sekata, mengakibatkan ubah bentuk. Sentiasa memeriksa dan menentukur garis celah logam untuk memastikan operasi normalnya dapat mencegah keadaan ini dengan berkesan.
2.2 Variasi Ketebalan Bahan:
Perbezaan ketebalan antara bahagian tengah dan tepi bahan lebar adalah masalah biasa, terutamanya dalam bahan bergulung. Disebabkan oleh perbezaan dalam ketepatan garis celah logam dan teknik pelarasan, variasi ketebalan bahan daripada pengeluar yang berbeza juga berbeza-beza. Adalah disyorkan untuk melakukan ujian ketebalan sebelum memproses dan menyesuaikan mengikut perbezaan ketebalan sebenar.
2.3 Lenturan Bahan Asas:
Tegasan dalaman yang dijana dalam bahan asas semasa menggelek dipanggil tegasan sisa berpotensi. Kehilangan keseimbangan tegasan selepas belahan membujur boleh menyebabkan lenturan jalur keluli. Oleh itu, memilih bahan mentah berkualiti tinggi dan mengoptimumkan proses rolling adalah penyelesaian penting.
2.4 Burr atau Tepi yang tidak konsisten:
Jika ketebalan plat lebih besar pada bahagian tepi dengan burr yang lebih besar semasa melingkar, ia akan membawa kepada diameter gegelung yang lebih besar dan membentuk selekoh berbentuk trompet. Untuk menangani ini, kertas dengan ketebalan yang sesuai boleh dimasukkan pada sisi lain atau proses menggorok boleh diterima pakai.
2.5 Tepi Jalur Beralun:
Semasa proses melingkar, kehadiran burr boleh menyebabkan peningkatan ketebalan di pinggir jalur keluli, mengakibatkan pemanjangan tepi. Semasa operasi mesin pemotong logam, kelegaan mendatar perlu ditingkatkan untuk mengurangkan tekanan sisi. Selain itu, menggunakan bilah yang sesuai untuk bahan yang dipotong dan mengurangkan kehausan bilah juga membantu menyelesaikan masalah ini.
3.1 Ditangkap oleh Bilah
Apabila membelah jalur keluli sempit, jika plat tekanan berbentuk jari tidak mengisi sepenuhnya jurang antara dua bilah luar, jalur keluli mungkin ditangkap oleh dua bilah luar, mengakibatkan lipatan. Strategi yang berkesan untuk mengelakkan masalah ini adalah dengan mengisi jurang antara bilah luar dengan plat tekanan rata dan memastikan minyak tanah sentiasa digunakan pada bilah untuk mengurangkan geseran.
3.2 Kedutan di Rahang Drum Berliku
Pada mesin pemotong logam, jika jalur keluli tidak muat rapat dengan dram penggulungan semasa laluan penggulungan pertama, kedutan mungkin berlaku semasa penggulungan berikutnya. Untuk mengelakkan ini, rahang dram penggulungan hendaklah diperiksa dengan kerap, dan ia harus dipastikan bahawa jalur keluli dipasang dengan selamat dan ketat pada dram pada permulaan penggulungan.
4.1 Tanda Pisau Disebabkan oleh Plat Tekanan
Jika ketinggian plat tekanan tidak konsisten dengan plat panduan, ia boleh menyebabkan tekanan berlebihan pada jalur keluli, mengakibatkan tanda bilah. Oleh itu, ketinggian plat tekanan hendaklah sentiasa diperiksa dan diselaraskan untuk memastikan ia selaras dengan ketinggian plat panduan.
4.2 Getaran Plat Tekanan Bilah
Apabila plat tekanan bilah bergetar ke atas dan ke bawah, ia juga boleh menyebabkan tanda bilah. Tanda bilah ini biasanya terputus-putus, dan sebab utama termasuk lenturan gelendong, kelegaan yang berlebihan antara bilah dan gelendong, dan pensinteran serpihan logam pada bahagian lain bilah. Memeriksa keadaan gelendong dan memastikan bilah bersih boleh mengurangkan kejadian tanda bilah dengan berkesan.
Garisan belahan logampasti menghadapi pelbagai masalah semasa penggunaan harian, tetapi banyak masalah boleh dielakkan atau dikurangkan melalui pemeriksaan dan penyelenggaraan yang teliti. Memahami dan menguasai masalah biasa serta penyelesaiannya untuk mesin pemotong logam boleh membantu pengguna mengoptimumkan proses pengeluaran dan meningkatkan kecekapan kerja. KINGREAL STEEL SLITTER berharap cadangan di atas akan memberikan rujukan yang berharga untuk anda dalam menggunakan talian slitting logam anda dan memastikan operasinya yang berterusan dan cekap. Jika anda mempunyai sebarang pertanyaan, sila hubungi KINGREAL STEEL SLITTER!