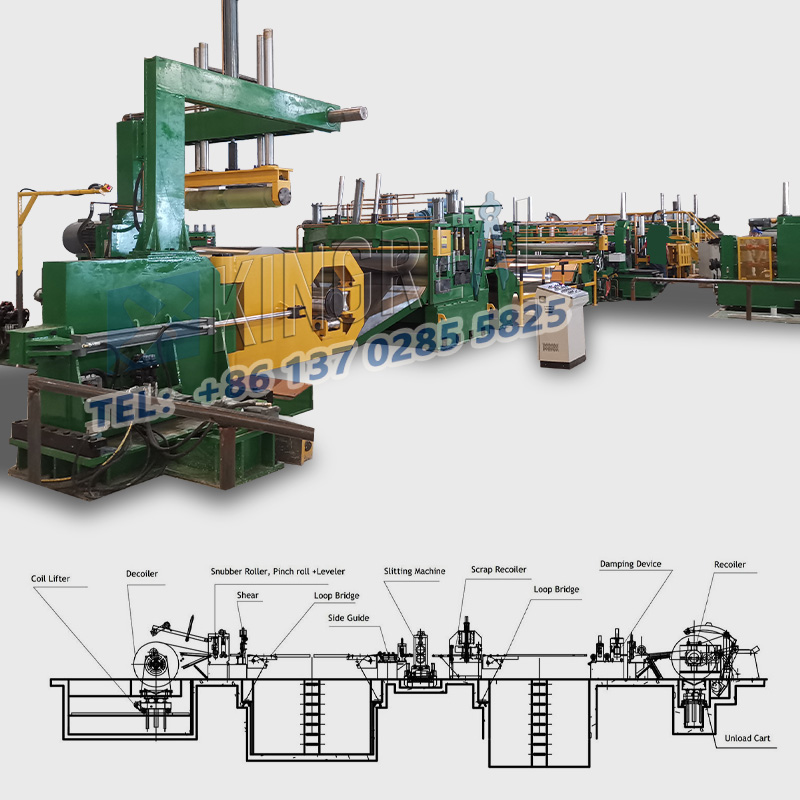
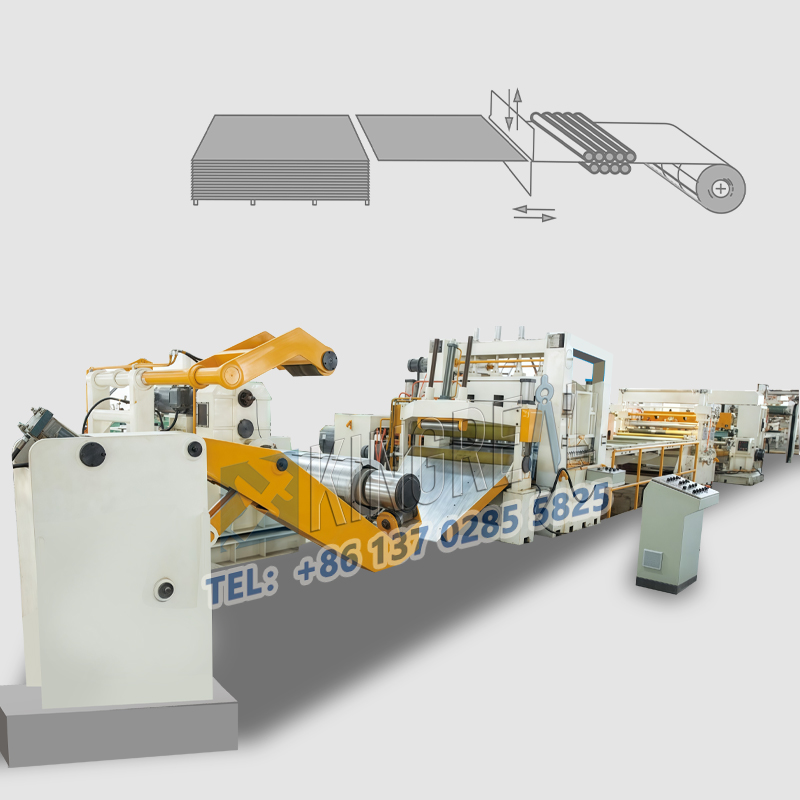
Garisan belahan gegelung kelulilakukan operasi seperti melonggarkan, mengerat dan memusing gulungan bahan lebar untuk menghasilkan jalur sempit dengan ketepatan tinggi dan tanpa burr. Walau bagaimanapun, beberapa fenomena yang tidak normal mungkin berlaku semasa operasi mesin pemotong gegelung keluli, termasuk bentuk penggulungan yang tidak normal dan ubah bentuk pemprosesan kepingan logam. Artikel dari KINGREAL STEEL SLITTER ini akan memberikan penjelasan terperinci tentang cara menyelesaikan masalah biasa dalam garisan belahan gegelung keluli untuk memastikan operasi yang cekap.
1. Gegelung Lembut
-Fenomena: Kerana kelonggaran, gegelung keluli membentuk gegelung lembut berbentuk bujur apabila ia ditanggalkan dari aci mesin gulung semula.
-Penyelesaian: Pastikan ketegangan yang mencukupi adalah pada permulaan penggulungan, kemudian perlahan-lahan kurangkan tekanan apabila isipadu gegelung bertambah. Pelarasan tegangan yang betul boleh menghalang berlakunya gegelung lembut dengan berkesan.
2. Belitan Tidak Sekata
-Fenomena: Gegelung keluli menunjukkan bentuk teleskop yang disebabkan oleh belitan yang tidak betul.
-Punca dan Penyelesaian:
A. Ketegangan tidak mencukupi: Jika ketegangan awal rendah, ketidaksejajaran pasti akan timbul semasa penamat. Bermula dengan penggulungan, dinasihatkan untuk meningkatkan ketegangan; mengurangkannya secara beransur-ansur apabila isipadu gegelung bertambah.
B. Ketegangan tidak seimbang: Sudut pemotongan yang kurang baik atau salah penjajaran panduan mungkin menghasilkan panjang yang tidak menentu pada setiap sisi. Pastikan mesin gulung semula dijajarkan dengan betul untuk membantu meminimumkan kemungkinan variasi ketegangan; semak tetapannya.
C. Kedudukan penglibatan pengapit dalam yang lemah: Penglibatan yang tidak konsisten menyebabkan perubahan ketegangan; kedudukan pemisah perlu dilaraskan semula untuk memastikan konsistensi.
D. Jalur keluli berayun ke kiri dan kanan dalam gelung: Menggunakan bahan lembut seperti felt untuk menekan ke bawah boleh menghalang hayunan dengan berkesan.
E. Pemberhentian talian pengeluaran: Apabila dimulakan semula selepas berhenti, perhatian harus diberikan kepada pemulihan ketegangan untuk mengekalkan tekanan lilitan yang stabil.
F. Tetapan lebar pemisah yang tidak betul: Pastikan lebar pemisah ditetapkan dengan sewajarnya, secara amnya lebar produk siap ditambah dengan ketebalan plat.
3. Diameter Dalaman Melengkung
-Fenomena: Semasa proses penggulungan, gegelung keluli tiba-tiba mempamerkan lengkungan diameter dalam apabila dikeluarkan dari mesin gulung semula.
-Punca: Ini biasanya berkaitan dengan ketegangan belitan yang berlebihan, terutamanya apabila memproses plat tebal.
-Penyelesaian: Laraskan tekanan dan pastikan ketegangan sekata untuk mengelakkan lengkungan diameter dalam.
1. Bengkok seperti Ular (Bengkok Sabit)
-Fenomena: Ricih menyebabkan gegelung keluli bengkok mengikut arah lebar.
-Punca dan Tindakan Balas:
A. Masalah bahan mentah: Tegasan baki dalam gegelung induk dilepaskan selepas ricih. Adalah disyorkan untuk melakukan rawatan melegakan tekanan semasa pemprosesan bahan.
B. Masalah Burr: Burr menyebabkan ketebalan tepi tidak sekata. Kekalkan alatan tajam semasa pemprosesan untuk mengelakkan burr.
C. Jurang bilah tidak sekata: Pastikan jurang bilah seragam untuk mengelakkan perbezaan regangan yang disebabkan oleh jurang yang terlalu besar atau kecil di kawasan tertentu.
D. Ketegangan satu sisi pada recoiler: Kekalkan ketegangan keseluruhan yang seragam, dan laraskan pemisah dan plat ketegangan untuk memastikan konsistensi.
E. Pemandu sisi yang terlalu ketat: Laraskan pemandu sisi dengan sewajarnya semasa membelah untuk mengelakkan kekejangan yang berlebihan.
2. Gelombang Tepi
-Fenomena: Bahagian tepi jalur keluli berubah bentuk akibat regangan.
-Punca dan Tindakan Balas:
A. Gelombang tepi yang disebabkan oleh burr: Kuatkan pemantauan burr dan segera kendalikannya.
B. Tekanan berlebihan daripada penggelek pengukur: Laraskan parameter tekanan penggelek untuk mengelakkan regangan berlebihan.
C. Kehausan sisi alat pemotong: Untuk menjamin kualiti pemotongan, selalu periksa keadaan alat pemotong.
D. Perbezaan ketinggian dalam panduan sisi: Sentiasa periksa ketinggian alat pemotong untuk memastikan konsistensi.
E. Haus roller pesongan sebelum recoiler: Sentiasa mengukur haus roller hadapan untuk memastikan ketegangan seragam.
3. Kedutan Pinggang
-Fenomena: Melalui lipatan muncul dalam arah lebar plat keluli.
-Punca dan Tindakan Balas:
A. Kedutan yang disebabkan oleh pisau belah: Laraskan saiz gelang getah untuk mengelakkannya daripada ditangkap oleh alat pemotong.
B. Masalah bentuk bahan mentah: Gunakan mesin perata tiga gulung dan lakukan pemeriksaan kualiti sebelum langkah pemotongan.
C. Masalah dengan dram mengembang dan mengecut: Pastikan sentuhan yang baik antara jalur keluli dan dram semasa proses mengembang dan mengecut untuk mengelakkan ketidaksamaan.
4. Tanda Penggulungan
-Fenomena: Ketidaksamaan permukaan dram yang mengembang dan mengecut mempengaruhi kualiti belitan.
-Langkah balas: Periksa permukaan dram yang mengembang dan mengecut secara kerap dan laraskan semula atau gantikannya dengan segera.
5. Kedutan
-Fenomena: Kedutan kelihatan pada permukaan plat keluli.
-Punca dan Penyelesaian:
A. Isu kertas pelapik: Pastikan kualiti kertas pelapik dan elakkan bertindih dan berkedut.
B. Isu gelang getah: Sentiasa periksa keadaan gelang getah untuk memastikan ia tidak longgar.
C. Pelarasan ketegangan yang tidak betul: Kuatkan pelarasan plat ketegangan untuk mengelakkan kedutan.
Apabila menyelesaikan masalahgarisan belahan gegelung kelulikerosakan, pendekatan sistematik harus diguna pakai. Langkah-langkah berikut biasanya boleh diikuti:
-Rakaman data: Rekod persekitaran operasi, masa, dan tetapkan parameter apabila kerosakan berlaku.
-Pemeriksaan di tapak: Jalankan pemeriksaan visual untuk memerhati status kerja mesin pemotong gegelung keluli.
-Berkomunikasi dengan operator: Tanya operator tentang langkah pengendalian sebelum kerosakan berlaku.
-Penyelesaian masalah langkah demi langkah: Semak potensi masalah satu demi satu mengikut klasifikasi kerosakan di atas.
-Penggunaan alatan: Gunakan alat dan instrumen yang diperlukan untuk pengukuran dan pelarasan.
KINGREAL STEEL SLITTER berharap melalui artikel ini, anda dapat menangani pelbagai masalah dengan berkesan dalam operasigarisan belahan gegelung kelulidan memastikan pengeluaran yang stabil dan berterusan. Penyelenggaraan tetap dan latihan profesional juga merupakan langkah penting untuk mengelakkan kerosakan.