Salah satu faktor yang paling penting untuk menjamin kualiti jalur sempit adalah slit yang tepat. Sama ada keluli tahan karat, keluli, aloi aluminium, tembaga, PPGI, sejuk, atau panas-gulung, menjaga toleransi yang ketat semasa slitting segera disambungkan ke kualiti produk, kecekapan pemprosesan hiliran, dan kepuasan pelanggan. Jalur sempit mungkin ditolak walaupun untuk perbezaan kecil dalam lebar celah, kecacatan tepi, atau perubahan dalam kelengkungan bahan.
Jadi, bagaimana anda boleh mengendalikan dengan betul agarisan slits jalur keluliuntuk mencapai toleransi yang ketat? Artikel ini mengkaji lima aspek utama: persediaan mesin slit slit keluli, kawalan ketegangan, konfigurasi alat, pengendalian bahan, dan penyelenggaraan garis slit slit.

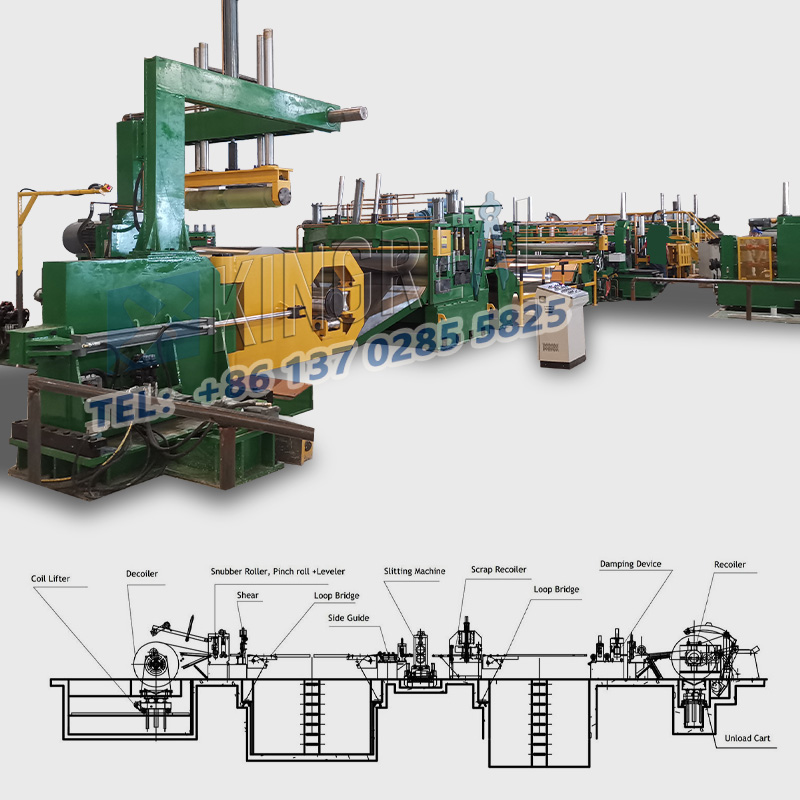
Persediaan awalMesin slits jalur keluliadalah asas untuk mencapai toleransi slit. Lima aspek utama mesti ditangani sebelum permulaan:
-Penjajaran garis jalur jalur: Sebelum menjalankan bahan, periksa penjajaran mandrel (untuk memastikan operasi teras yang tepat), paksi slit (selari dengan paksi berehat/rewind), dan asas mesin slit slite keluli. Alat penjajaran laser digunakan untuk memastikan kedudukan komponen yang tepat untuk mengelakkan kesilapan yang disebabkan oleh misalignment.
-Magnetik Pemilihan dan Pemasangan Teras: Pilih teras magnet lurus, lurus dengan diameter dalaman yang sepadan dengan aci mesin slit jalur keluli. Pastikan ia dipasang dengan selamat untuk mengelakkan kemerosotan atau ubah bentuk. Kesilapan konsentrik teras boleh pergi ke aperture slitting, dengan itu menjejaskan ketepatan kualiti dan ketepatan lebar.
-Magnetik Pemilihan dan Pemasangan Teras: Pilih teras magnet lurus, lurus dengan diameter dalaman yang sepadan dengan aci mesin slit jalur keluli. Pastikan ia dipasang dengan selamat untuk mengelakkan kemerosotan atau ubah bentuk. Kesilapan konsentrik teras boleh pergi ke aperture slitting, dengan itu menjejaskan ketepatan kualiti dan ketepatan lebar.
-Roll Panduan: Laraskan kedudukan panduan awal untuk memusatkan roll sebelum memasuki kawasan slit untuk mengelakkan ketegangan yang tidak sekata dan sisihan pemotongan, memastikan kestabilan dimensi.
-Program Pengesahan: Jika mesin sliting jalur keluli boleh diprogramkan, sahkan bahawa program yang betul dimuatkan dan parameter seperti lengkung ketegangan dan kelajuan slit memenuhi keperluan operasi untuk mengelakkan kesilapan parameter yang boleh menjejaskan toleransi.
 |
 |
Ketegangan yang stabil adalah kunci kepada toleransi slit dan memerlukan pengurusan dalam empat bidang utama:
-Mengerasinya: mengekalkan ketegangan seragam sepanjangMesin slits jalur keluliproses, dari berehat, slit, untuk mengulangi. Perubahan lebar bahan, regangan, riak tepi, tunduk, dan toleransi semuanya terjejas teruk oleh perubahan tekanan.
-Zon Kawalan: Garis slit jalur keluli moden mempunyai zon ketegangan bebas untuk berehat, slit, dan rewinding. Sel beban dan pengawal selia ketegangan mesti ditentukur secara berkala.
-Tensi harus ditetapkan berdasarkan ciri -ciri bahan: terlalu rendah boleh menyebabkan slippage dan pengesanan yang lemah; Terlalu tinggi boleh meregangkan bahan, menyebabkan ubah bentuk kelebihan.
-Rewinding: Untuk bahan -bahan yang boleh dimampatkan, ketegangan yang lebih tinggi digunakan pada teras, secara beransur -ansur berkurangan apabila diameter roll meningkat untuk memastikan roll yang stabil tanpa regangan. Taper yang tidak betul boleh menyebabkan kerosakan kelebihan, penggulungan yang tidak sekata, dan konsistensi lebar kompromi.
-Menerasi Bahan: Bahan yang berbeza memerlukan strategi peregangan yang berbeza. Mengetahui modulus elastik dan kekuatan hasil bahan adalah penting supaya skim ketegangan yang sesuai dapat dirancang untuk mengelakkan kerosakan material atau pelanggaran toleransi.
Tetapan Alat Tentukan ketepatan kualiti dan ketepatan dimensi, memberi tumpuan kepada empat aspek utama:
-Tool Sharpness: Alat yang membosankan boleh memerah atau merobek bahan, mewujudkan burrs dan melanggar toleransi. Untuk mengekalkan tepi tajam, alat pengasah/penggantian alat berdasarkan ciri -ciri memakai bahan dan kitaran pemprosesan harus ditetapkan.
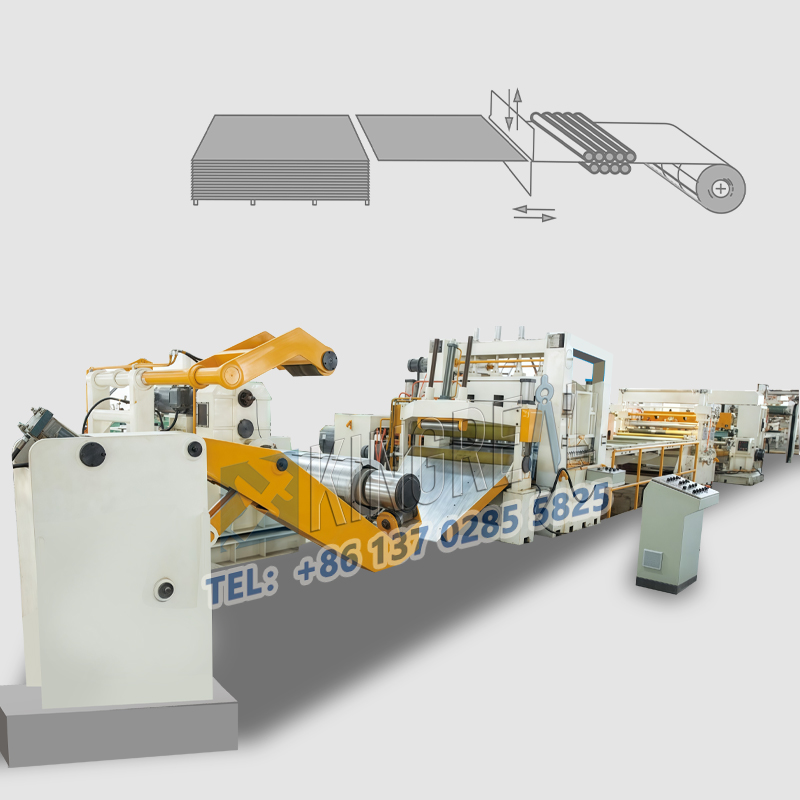
-Tool Jenis dan kaedah slit: Pilih alat berdasarkan keperluan bahan dan potong. Pilih antara ricih lalat (kelajuan tinggi berterusan), ricih rotary (ketepatan tinggi), atau ricih tetap (sekejap kecil) berdasarkan keperluan pelanggan untuk memastikan toleransi.
-Tange pengoptimuman: Untuk mesin slit sliting keluli jenis cukur, laraskan sudut bilah mengikut bahan untuk mengimbangi kualiti potong dengan memakai alat. Fine-menyesuaikan jurang dan bertindih di antara bilah atas dan bawah untuk garis-garis keluli keluli jenis ricih (berunding dengan carta pengeluar dan mengambil kira kualiti bahan). Jurang yang tidak betul atau tumpang tindih boleh menyebabkan burrs dan tepi kasar.
-Kestabilan Operasi: Pastikan bahawaMesin slits jalur keluliPengangkutan bilah selari dengan paksi bilah dan larian radial bilah putar diminimumkan untuk mengelakkan tanda "perbualan" dan kualiti tepi yang tidak stabil.
 |
 |
Pengendalian bahan standard boleh mencegah variasi toleransi yang disebabkan oleh bahan. Fokus pada empat bidang utama:
-Pengejal: Gunakan sendi yang kuat dan seragam untuk mengelakkan kegagalan sendi atau ketebalan yang berlebihan yang boleh menyebabkan kekacauan peralatan, turun naik ketegangan, dan kerosakan pada kelebihannya.
-Panduan Web: Panduan Web Aktif digunakan untuk memastikan web berpusat di kawasan slit, menghalang sisihan web yang mengakibatkan lebar yang tidak sekata dan kualiti tepi jalur luar yang lemah.
-Roll Pengendalian: Gunakan kren dan aci hoists untuk memuat dan memunggah gulungan. Elakkan kesan atau titisan yang boleh merosakkan teras dan mempengaruhi persetujuangarisan slits jalur keluliketepatan operasi dan toleransi dengan memberi tumpuan kepada lima bidang utama:
-Debris Pengurusan: Pastikan kawasan slitted bersih dan keluarkan serpihan dengan segera untuk mengelakkannya daripada memesongkan web, mengganggu pemotong, atau menjadi dibuat dalam roll, memberi kesan kualiti dan toleransi.
Penyelenggaraan memastikan stabilgarisan slits jalur keluliketepatan operasi dan toleransi dengan memberi tumpuan kepada lima bidang utama:
-Selia Penyelenggaraan: Semak penjajaran komponen, galas, ketegangan tali pinggang, pakaian gear, dan sistem pneumatik/hidraulik mengikut jadual pengilang, dan menangani isu -isu yang berpotensi dengan segera.
-Rewinding: Untuk bahan -bahan yang boleh dimampatkan, ketegangan yang lebih tinggi digunakan pada teras, secara beransur -ansur berkurangan apabila diameter roll meningkat untuk memastikan roll yang stabil tanpa regangan. Taper yang tidak betul boleh menyebabkan kerosakan kelebihan, penggulungan yang tidak sekata, dan konsistensi lebar kompromi.
-Pemeriksaan memakai komponen: Secara kerap memeriksa komponen utama seperti galas, aci, dan gear, dan segera menggantikan komponen yang dipakai dengan cepat untuk mengelakkan getaran, slippage, dan misalignment daripada mempengaruhi toleransi.
-Kalibrasi dan penyelenggaraan: Sensor ketegangan, sel beban, dan sistem kedudukan digital yang kerap ditentukur untuk mencegah kesilapan pengukuran yang disebabkan oleh instrumen yang tidak terjejas, yang boleh menjejaskan tetapan parameter.
-Cleaning: Bersihkan mesin sliting jalur keluli dari habuk, gris, dan serpihan, terutamanya di sekitar galas, landasan panduan, dan sensor, untuk memastikan operasi yang lancar dan memudahkan pengesanan masalah.