Mesin Slitting Logamdigunakan untuk menghasilkan jalur sempit yang memenuhi keperluan pelanggan dari gegelung logam seperti keluli tahan karat, keluli, aluminium, tembaga, panas-gulung, sejuk, dan PPGI melalui proses seperti uncoiling, slitting, dan recoiling. Garis slit logam ini digunakan secara meluas dalam bidang pemprosesan logam. Sebagai pautan utama dalam pemprosesan halus gegelung logam, mesin sliting logam menghubungkan bahan mentah dengan pengeluaran produk siap hiliran. Antaranya, permintaan untuk garis slit logam dalam bidang seperti bahagian automotif, kerang perkakas rumah, dan pembuatan paip sangat kuat.
Oleh itu, pemahaman garis slit logam dan proses slit dapat membantu perusahaan mengoptimumkan prosedur pengeluaran, mengurangkan sisa bahan, meningkatkan ketepatan produk, dan meletakkan asas untuk pengeluaran yang efisien berikutnya. Dalam artikel ini, KingReal Steel Slitter akan memperkenalkan pengetahuan utama mesin slit logam dan proses slit dari lima petua untuk semua orang.

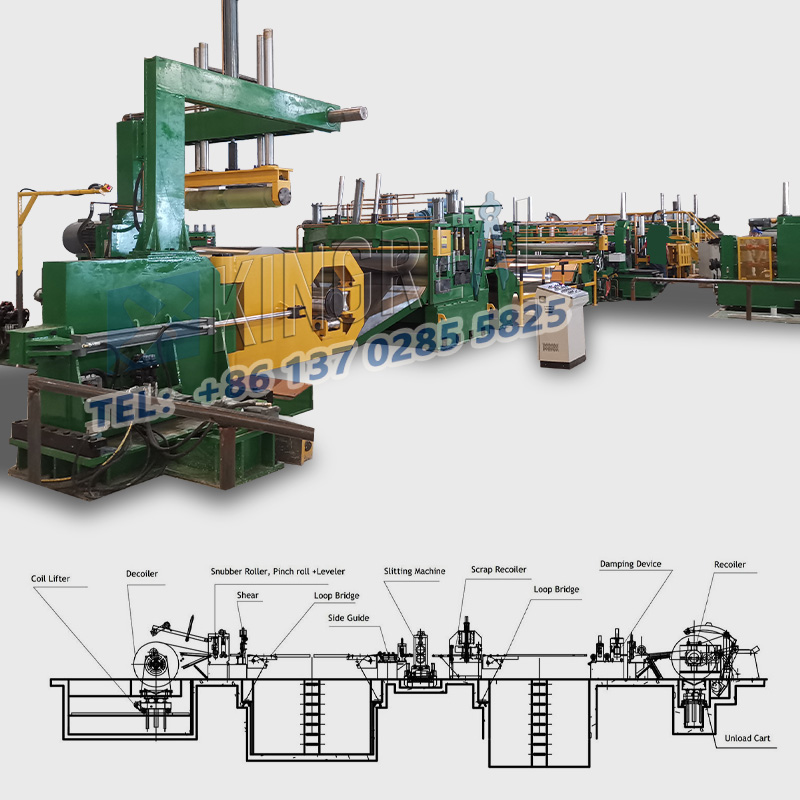
- Unit yang tidak disatukan untuk garis slit logam
Decoiler digunakan untuk melepaskan gegelung logam seperti jalur keluli dan jalur aluminium, menghalang gegelung dari menyimpang atau mempunyai ketegangan yang tidak sekata. Secara amnya, decoiler yang dilengkapi dengan mesin sliting logam termasuk aci sokongan gegelung dan sistem kawalan ketegangan. Sesetengah mesin sliting logam juga dilengkapi dengan peranti berpusat automatik untuk menyesuaikan diri dengan gegelung logam lebar/ketebalan yang berbeza.
- Unit Panduan & Penegangan untuk Line Slitting Logam
MelengkapkanBarisan slit logamDengan unit membimbing & meratakan bertujuan untuk membetulkan lenturan dan keriput gegelung semasa pengangkutan, memastikan bahawa gegelung memasuki peringkat slit longitudinal dalam keadaan rata dan mengurangkan kesilapan pemotongan berikutnya. Di samping
- slitter untuk garis slit logam
Mesin slit logam memotong gegelung logam lebar ke dalam jalur sempit mengikut saiz pratetap melalui pelbagai set pisau slit. Antaranya, ketepatan pelarasan jarak kumpulan pisau mesin sliting logam biasanya ± 0.1mm. Bahan bilah akan dipilih oleh Jurutera Slitter KingReal Steel mengikut sifat bahan pemprosesan pelanggan, seperti keluli berkelajuan tinggi, aloi keras, serasi dengan logam kekerasan yang berbeza.
- Unit penggulungan untuk mesin sliting logam
Jalur logam sempit selepas slitted rapi digulung ke dalam gulungan untuk memudahkan penyimpanan, pengangkutan atau kemasukan langsung ke dalam prosedur pemprosesan seterusnya (seperti stamping, lenturan). Ketegangan penggulungan harus dipadankan dengan kelajuan pemotongan untuk menghalang jalur dari peregangan dan ubah bentuk atau melonggarkan semasa penggulungan, memastikan ketegangan bahan roll selesai.
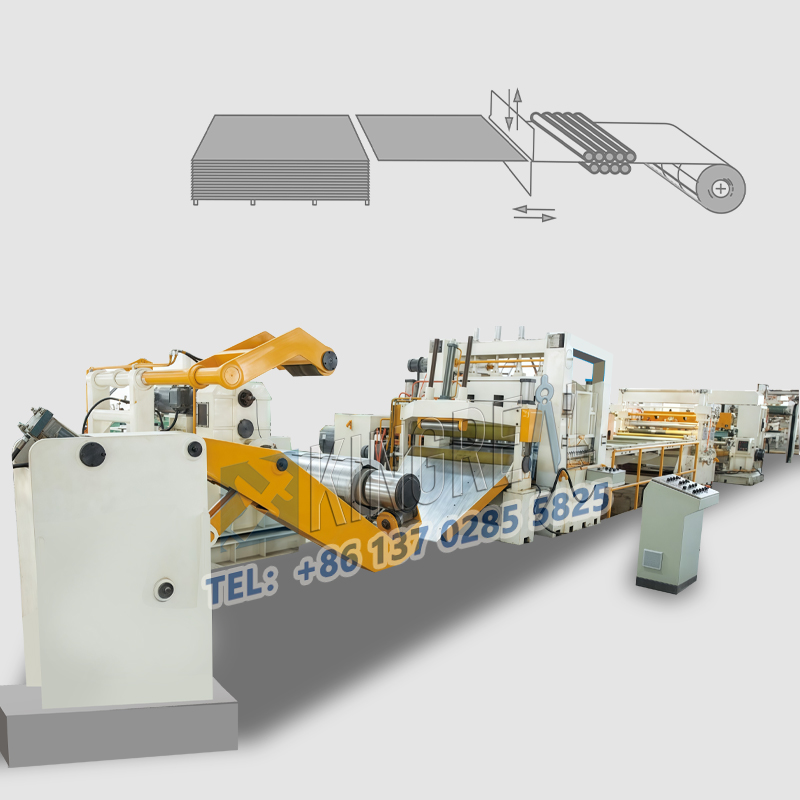
Langkah 1: Pemeriksaan gegelung dan tetapan parameter untuk garis sliting logam
Uji bahan (seperti keluli karbon, keluli tahan karat, aloi aluminium, keluli silikon, dan lain-lain), ketebalan (0.2-16mm), dan lebar gegelung logam, dan sepadan dengan parameter yang sepadanBarisan slit logam. Parameter utama input seperti lebar slit, kelajuan penggulungan dan nilai ketegangan dalam sistem kawalan peralatan.
Langkah 2: Buka dan Tahap untuk garis slit logam
Mulakan decoiler untuk melepaskan bahan gegelung, menyelaraskannya melalui mekanisme panduan, dan kemudian menghapuskan tekanan dalaman bahan gegelung melalui roller meratakan untuk memastikan bahan gegelung lancar memasuki proses pemotongan.
Langkah 3: Slitting tepat untuk mesin sliting logam
Kumpulan pisau slitting melakukan pemotongan membujur pada gegelung pada selang pratetap, dan pada masa yang sama membetulkan gegelung melalui mekanisme mendesak untuk mencegah anjakan gegelung semasa pemotongan. Pantau kualiti pemotongan kelebihan dalam masa nyata (seperti tiada burrs dan tiada tepi bergulung), dan menyempurnakan tekanan atau kelajuan alat yang ditetapkan seperti yang diperlukan oleh keadaan.
Langkah 4: Mengambil mundur untuk mesin sliting logam
Menurut tuntutan pelanggan yang berbeza, KingReal Steel Slitter telah merancang pelbagai jenis garis slit logam. Berikut adalah pelan pembuatan untuk mesin slitting logam.
 |
 |
Menurut tuntutan pelanggan yang berbeza, KingReal Steel Slitter telah merancang pelbagai jenis garis slit logam. Berikut adalah pelan pembuatan untuk mesin slitting logam.
Oleh bahan logam: Mesin slit gegelung keluli tahan karat, mesin slit slitting keluli, mesin slit slip silikon keluli silikon, mesin sliting gegelung aluminium ....
Oleh ketebalan bahan:mesin slitty tugas ringan(0.2-3mm),mesin slitted tugas sederhana(3mm-6mm),mesin slitty tugas berat(6-16mm).
Mengikut tahap automasi:mesin slittal logam automatik penuh, garis slit logam separuh automatik.
Dengan penyesuaian:mesin slitty tugas ringan, mesin slit slitter gegelung gegelung dua slitter berganda, Mesin Slitting Gegelung Ketegangan Belt.
Masalah 1: Burrs dan tepi bergulung muncul semasa pemotongan tepi
Penentukuran Sistem: Menentukur parameter dalam sistem kawalan PLC bulanan/suku tahunan untuk memastikan garis slit logam berada dalam keadaan operasi yang tepat.
Penyelesaian 1: Periksa secara kerapBarisan slit logamdan menggantikan bilah, menyusun semula jarak kumpulan bilah, dan menyesuaikan kelajuan pemotongan mengikut kekerasan logam.
Masalah 2: Penyimpangan yang berlebihan dalam lebar jalur selepas sliting
Punca -punca yang mungkin: Pusat yang tidak tepat dari gegelung, ketepatan kedudukan yang tidak mencukupi bagi kumpulan alat, dan turun naik ketegangan yang menyebabkan anjakan gegelung.
Penyelesaian 2: Periksa fungsi berpusat pada mekanisme panduan mesin sliting logam, susun semula sistem kedudukan kumpulan pisau, dan mengoptimumkan parameter kawalan ketegangan.
Masalah 3: Bahan gulung menjadi longgar atau berkedut setelah berliku
Punca -punca yang mungkin: Ketegangan penggulungan yang tidak mencukupi atau tidak sekata, kelajuan penggulungan tak segerak dan kelajuan pemotongan, penyebaran bahan gegelung yang tidak lengkap.
Penyelesaian: Laraskan ketegangan penggulungan ke nilai yang sesuai, secara serentak mengoptimumkan kelajuan pemotongan dan penggulungan, dan periksa sama ada aci roller mesin meratakan dalam mesin slit logam dipakai.
*Pemeriksaan kualiti proses sliting
Pemeriksaan Dimensi: Gunakan calipers dan alat pengukur lebar laser untuk memeriksa ketepatan lebar dan ketebalan jalur sempit untuk memastikan mereka memenuhi keperluan pesanan.
Pemeriksaan Visual: Periksa secara visual atau melalui alat sama ada kelebihannya licin dan bebas daripada burrs, dan sama ada terdapat calar atau kedutan di permukaan bahan roll.
Ujian Prestasi: Periksa sama ada sifat mekanikal logam selepas slit (seperti kekuatan tegangan) telah rosak akibat pemprosesan.
*Penyelenggaraan harian mesin sliting logam
Pembersihan Biasa: Keluarkan serpihan logam dari pedalamanBarisan slit logamUntuk mengelakkannya daripada terjebak dalam pemasangan alat atau menjejaskan ketepatan mekanisme panduan.
Pelinciran Komponen: kerap menambah minyak pelincir ke bahagian yang bergerak seperti galas kumpulan penetapan alat dan aci berehat/rewinding untuk mengurangkan haus
Penyelenggaraan Blade: Secara kerap menggilap dan passivate bilah, atau gantikannya mengikut tahap haus untuk mengelakkan mempengaruhi kualiti pemprosesan akibat masalah bilah.
Penentukuran Sistem: Menentukur parameter dalam sistem kawalan PLC bulanan/suku tahunan untuk memastikan garis slit logam berada dalam keadaan operasi yang tepat.