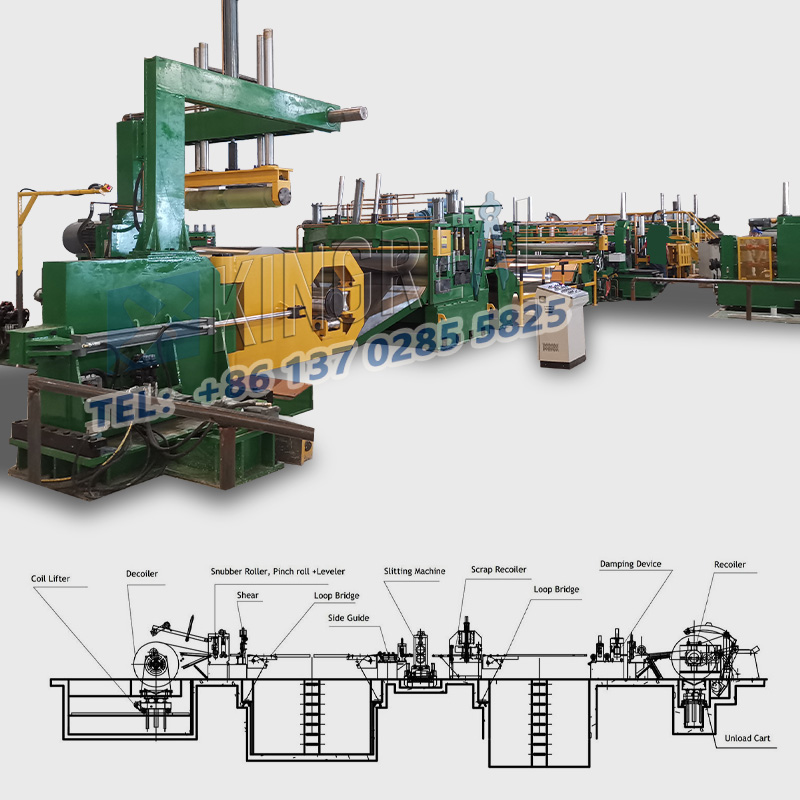
A Mesin Slitting Steel GalvanizedTerutamanya memotong jalur logam secara longitudinal dan mengulangi jalur sempit yang terhasil ke dalam gegelung. Barisan slit keluli tergalvani ini terdiri daripada kedudukan, kedudukan bahan, slit, dan mundur. Ia secara meluas dicari untuk kemudahan operasi, kualiti slip yang tinggi, penggunaan bahan yang tinggi, dan peraturan kelajuan slitpless stepless.

Setiap perinciangaris slite keluli tergalvanidireka dengan teliti oleh jurutera Slitter Kingreal Steel. Bukan sahaja ia memenuhi fungsi slitingnya, ia juga memastikan keselamatan operasi. Anda mungkin tidak perasan, tetapi ciri -ciri perlindungan mesin slite keluli tergalvani dimasukkan ke dalam setiap aspek operasinya.
Sebagai contoh, aci bilah garisan keluli tergalvani disokong oleh galas spindle alat mesin ketepatan tinggi, meminimumkan runout paksi dan radial. Selain itu, cakera bilah menggunakan mekanisme penguncian tiga titik dengan kacang (atau kacang hidraulik untuk pengetatan selamat), memastikan ketepatan dimensi dan mengunci selamat. Untuk memudahkan pelarasan kelajuan slit, komponen kawalan elektronik dan hidraulik digunakan. Ini bukan sahaja menyediakan kebolehpercayaan yang tinggi dan imuniti sistem kawalan yang mantap, tetapi lebih penting lagi, ia mempunyai fungsi diagnostik diri, membolehkan pengenalpastian cepat penyebab kesalahan. Di samping itu, mesin slite keluli tergalvani jelas diposisikan dengan menggunakan lengan eksentrik. Walaupun dengan perubahan dalam sifat eksentrik dan berat ricih, ketinggian suapan tetap berterusan, memastikan kebolehpercayaan dan keselamatan.
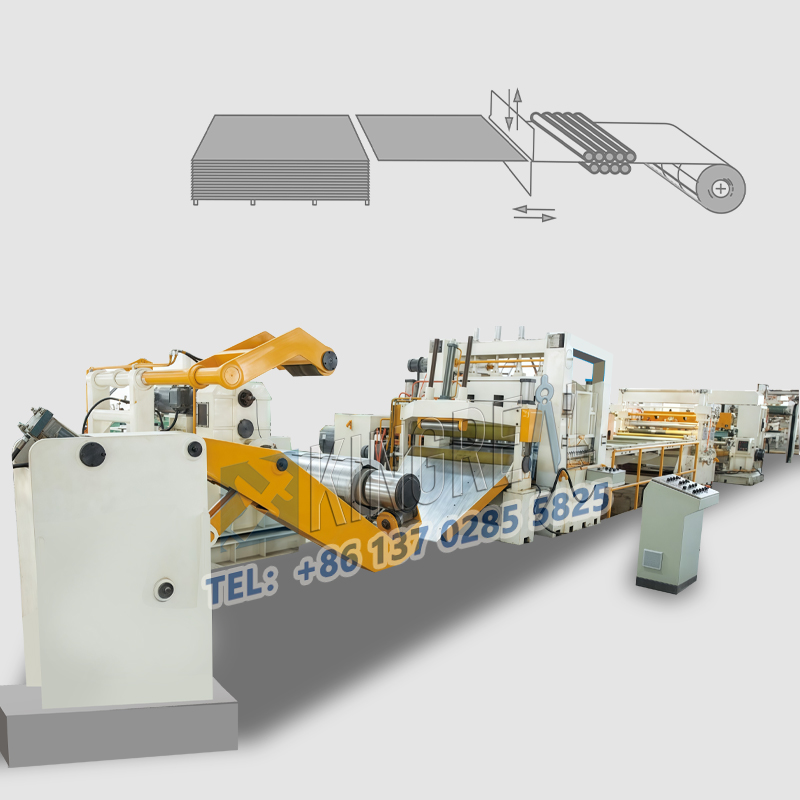
Bilah adalah komponen penggerak dariMesin Slitting Steel Galvanized. Prestasi slit yang optimum sangat bergantung pada bilah dan, lebih penting lagi, konfigurasi pemegang bilah. Galvanized Steel Slitting Lines menggunakan pelbagai konfigurasi pemegang bilah, masing -masing dengan ciri -ciri uniknya sendiri dan skop yang berkenaan. Pemegang Alat Mesin Slitte Steel Galvanized datang dalam empat jenis: slider, eksentrik, aci bilah laras, dan lengan ayunan. Jenis slider adalah salah satu jenis pemegang alat garis slit keluli yang paling awal dan paling biasa. Dalam jenis ini, aci bilah yang lebih rendah ditetapkan ke bingkai bergerak dan tetap, manakala aci bilah atas ditempatkan di slider kiri dan kanan. Slider ini membolehkan pergerakan menegak dalam landasan panduan bingkai bergerak dan tetap.
Pemegang alat eksentrik kebanyakannya dua ekar, yang bermaksud bahawa kedua-dua aci bilah atas dan bawah disokong dalam lengan eksentrik. Didorong oleh aci gear segerak melalui gear pelarasan, aci ini berputar ke arah yang bertentangan untuk menyesuaikan eksentrik, dengan itu mengubah ketinggian aci bilah atas dan bawah.
Pemegang alat dengan panjang aci bilah laras mempunyai ciri yang unik: bingkai bergerak kiri boleh diselaraskan untuk mendekati sepasang bilah paling luar di hujung kiri aci bilah, memendekkan panjang kerja bilah bilah dan meningkatkan ketegaran aci bilah. Ciri ini membolehkan mesin slite keluli tergalvani untuk mengendalikan jalur lebar dan nipis, serta jalur sempit dan tebal, dengan itu menyediakan pelbagai aplikasi. Jenis terakhir ialah pemegang bilah swing-lengan. Strukturnya lebih mudah, menjadikannya sangat sesuai untuk slitting jalur nipis.
 |
 |
 |
Mesin Slitting Steel GalvanizedPemegang alat eksentrik kebanyakannya dua ekar, yang bermaksud bahawa kedua-dua aci bilah atas dan bawah disokong dalam lengan eksentrik. Didorong oleh aci gear segerak melalui gear pelarasan, aci ini berputar ke arah yang bertentangan untuk menyesuaikan eksentrik, dengan itu mengubah ketinggian aci bilah atas dan bawah.
1. Kaedah injap on-off berkelajuan tinggi untuk garis slite keluli tergalvani
Kaedah ini menggunakan motor tork berkelajuan tinggi untuk secara langsung atau tidak langsung memacu injap pembukaan tetap. Output isyarat digital oleh komputer dikuatkan dan kemudian mengawal injap, yang membolehkannya dikawal antara keadaan terbuka dan tertutup. Isyarat maklum balas diproses oleh sampler dan dihantar kembali ke komputer sebagai kuantiti digital, mengawal operasi ricih slit.
2. Kaedah penukaran digital-ke-analog untuk garis slite keluli tergalvani
Penukar digital-ke-analog menukarkan isyarat digital yang dihasilkan oleh komputer ke dalam kuantiti analog, yang digunakan untuk mengawal arus yang digunakan untuk input injap servo atau injap berkadar. Isyarat maklum balas juga ditukar kepada kuantiti digital oleh penukar analog-ke-digital dan kemudian dimasukkan ke dalam komputer, melengkapkan penukaran isyarat.
3. Kaedah motor stepper untuk garis slite keluli tergalvani
Ia bergantung kepada kaedah penukaran yang dilaksanakan oleh pengawal motor stepper. Output isyarat digital oleh komputer adalah input sebagai denyutan ke dalam penukar. Sudut putaran motor stepper ditukar menjadi pembukaan injap melalui peranti penghantaran, dengan itu membentuk injap aliran digital. Tambahan pula, tekanan outlet adalah berkadar dengan tekanan output, membentuk injap tekanan digital, dengan itu mencapai kesan yang dikehendaki.
1. Staalrolproductgaris slite keluli tergalvaniOperasi, ketegangan adalah parameter prestasi penting, yang mempengaruhi kedua -dua operasi penggulungan dan berehat. Untuk mengawal ketegangan secara berkesan dalam mesin slite keluli tergalvani, pengawal ketegangan adalah komponen penting. Pengawal ketegangan mengukur kelajuan, mengira diameter penggulungan, dan menetapkan ketegangan dengan mengukur tork beban.
Oleh kerana pengawal ketegangan pada garisan slite keluli tergalvani mengeluarkan standard sifar hingga sepuluh volt isyarat analog yang sepadan dengan tork yang dinilai dari motor asynchronous, isyarat analog ini boleh disambungkan ke penukar frekuensi untuk memilih rujukan tork. Ini memastikan ketegangan berterusan semasa operasi. Jika ia berada dalam mod kawalan ketegangan, sama ada motor DC, motor AC atau motor servo, kelajuan mesti terhad. Jika tidak, apabila tork yang dihasilkan oleh motor mengatasi tork beban dan berjalan, pecutan putaran akan dihasilkan, menyebabkan kelajuan terus meningkat sehingga mencapai kelajuan maksimum.