Tahun ini, Slitter KingReal Steel berjaya dihantarMesin slit gegelung aluminiumke Rusia, dan kerjasama dengan pelanggan tempatan telah diperdalam lagi. Artikel ini akan memberi anda pengenalan terperinci kepada keseluruhan proses penghantaran garis slit aluminium gegelung aluminium KingReal Steel, memastikan bahawa anda mempunyai pemahaman yang lebih jelas tentang pengeluaran dan pengangkutan mesin sliting gegelung aluminium.

Sebelum penghantaran, TheMesin slit gegelung aluminiumakan menjalani proses ujian yang ketat untuk memastikan prestasi dan kualiti garis slit gegelung aluminium memenuhi keperluan pengeluaran pelanggan Rusia. Pertama sekali, setiap komponen mesin sliting gegelung aluminium perlu diperiksa sepenuhnya untuk memastikan keadaan permukaannya baik dan komponennya boleh dipasang dengan lancar ke dalam barisan pengeluaran lengkap. Dalam proses ini, perhatian khusus diberikan kepada aspek berikut:
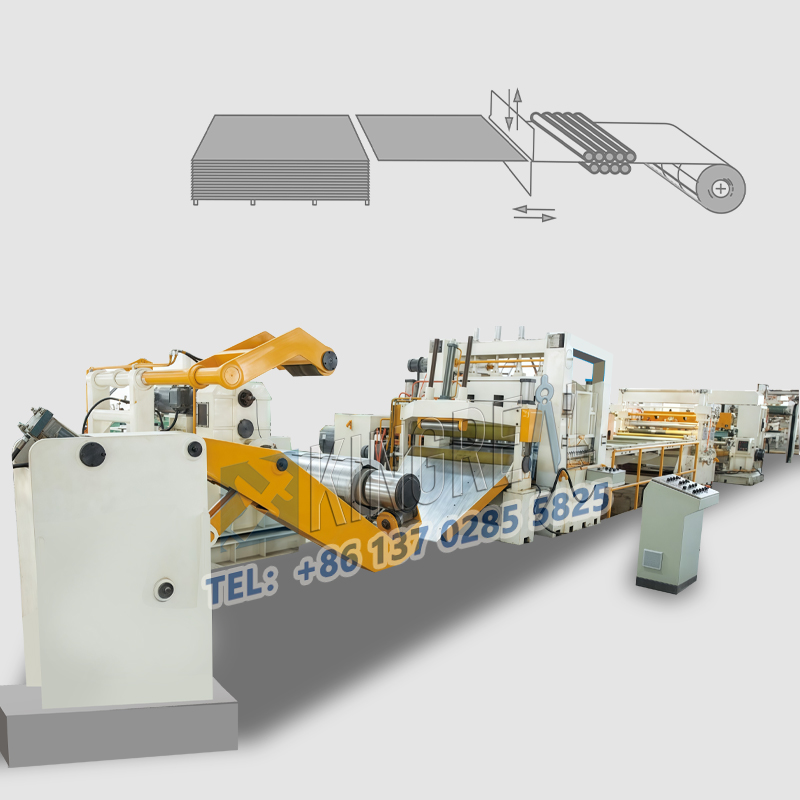
⚪ Ujian Kelajuan Pengeluaran: Garis slit gegelung aluminium mesti mencapai kelajuan pengeluaran maksimum 230m/min yang dipersetujui dengan pelanggan Rusia.
⚪ Ujian Kapasiti Slitting: Sahkan bahawa mesin sliting gegelung aluminium boleh memotong 40 jalur sempit pada masa yang sama, dan kualiti setiap jalur memenuhi standard.
⚪ Ketepatan pemotongan: Jalur sempit yang dipotong mestilah bebas burr dan mengekalkan konsistensi dalam lebar untuk memastikan ketepatan yang tinggi.
Hanya selepas semua penunjuk di atas dipenuhi, garis slit gegelung aluminium akan dinilai sebagai mesin sliting gegelung aluminium yang berkelayakan, dan selepas mendapatkan kebenaran pelanggan Rusia, penghantaran akan disahkan.
Parameter garis slit gegelung aluminium
Parameter
Spesifikasi
Spesifikasi bahan
Jenis Bahan
Terutamanya gegelung aluminium pelbagai aloi (seperti AA1050, AA3003, AA5052)
Ketebalan bahan
Biasanya antara 0.1 mm dan 4.0 mm
Lebar gulung
Biasanya antara 100 mm dan 2000 mm
Parameter slitting
Bilangan bilah sliting
Menentukan berapa banyak bilah yang digunakan untuk memotong pada masa yang sama
Lebar jalur minimum
Lebar jalur terkecil yang boleh dihasilkan, biasanya 10 mm atau kurang
Toleransi lebar
Ketepatan yang lebar jalur dikekalkan seragam sepanjang panjang roll, biasanya antara ± 0.1 mm dan ± 0.5 mm
Kelajuan dan kapasiti garis
Kelajuan garis
Kelajuan operasi sehingga 230 m/min
Berat roll maksimum
Berat roll maksimum yang boleh dikendalikan, biasanya sehingga 20 tan
Diameter luar roll maksimum
Diameter roll maksimum yang boleh dikendalikan, biasanya sehingga 2000 mm
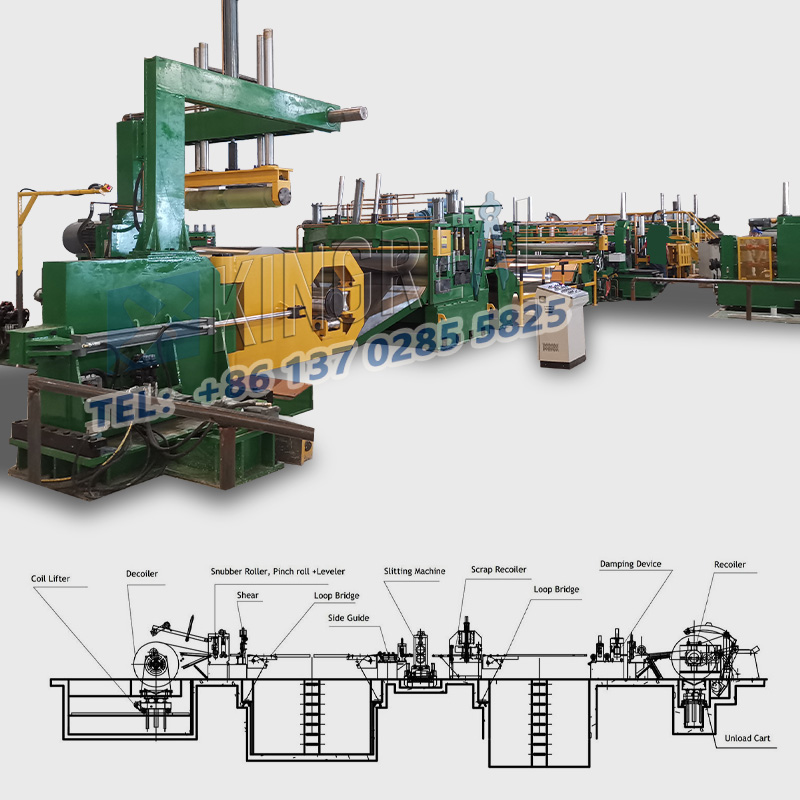
Fsistem eeding dan berehat
Peralatan roller
digunakan untuk memuat dan memunggah gulungan ke garisan sliting
Deciloiler
digunakan untuk melepaskan roll, biasanya dengan pilihan hidraulik atau elektrik
Sistem kawalan peredaran
yang mengekalkan ketegangan dan aliran material yang betul semasa operasi
Sistem slit dan rewinding
Kepala slitt
Dilengkapi dengan pisau slites ketepatan atau gunting berputar untuk pemotongan yang bersih dan tepat
Mekanisme pemisah
digunakan untuk memisahkan dan membimbing jalur individu setelah sliting
Mundur
Digunakan untuk menggulung jalur celah kembali ke dalam gulungan saiz yang ditentukan untuk mengekalkan toleransi yang ketat
Pada harigaris slit gegelung aluminiumtelah dihantar, kakitangan Slitter KingReal Steel dengan teliti membungkus pelbagai komponen mesin sliting gegelung aluminium di bengkel. Termasuk tetapi tidak terhad kepada komponen penting berikut:
√decoiler
√ StationTension Station
√ loop
√ Loopback
√ Pengumpulan Waste
√main Slitter Coil
Semasa proses pembungkusan, kakitangan Slitter KingReal Steel juga menyusun aksesori garis slit gegelung aluminium, seperti bilah, kacang hidraulik, gasket, dan spacer, dan memasukkannya ke dalam kotak khas. Untuk memastikan keselamatan semasa pengangkutan, kakitangan Slitter KingReal Steel menggunakan kren dan forklift untuk meletakkan bahagian mesin sliting gegelung aluminium yang dibungkus satu demi satu di atas trak, dan orang yang berdedikasi menggabungkannya untuk mencegah pertembungan antara bahagian.
 |
 |
 |
Setelah memuatkan selesai, kakitangan Slitter KingReal Steel akan mengambil inventori akhir dengan senarai untuk mengesahkan bahawa semua bahagian dan aksesoriMesin slit gegelung aluminiumtelah dibungkus dengan betul. Selepas inventori selesai, kakitangan Slitter KingReal Steel juga akan mengambil gambar untuk rekod untuk pemeriksaan berikutnya. Selepas mengesahkan keadaan pemuatan dengan pemandu, penghantaran garis slit gegelung aluminium dimulakan secara rasmi dan kenderaan itu memandu ke kandang.
Mesin slit gegelung aluminium ini akan dihantar ke kilang pelanggan Rusia dengan kapal. Semasa proses pengangkutan, Slitter KingReal Steel memastikan bahawa semua pautan pengangkutan memenuhi piawaian untuk mengelakkan sebarang masalah dalam pengangkutan jarak jauh. Walaupun garis sliting gegelung aluminium berlayar di laut, kakitangan Slitter Kingreal Steel akan terus memberi perhatian kepada status pengangkutan untuk memastikan mesin slit gegelung aluminium boleh tiba dengan selamat di destinasi.