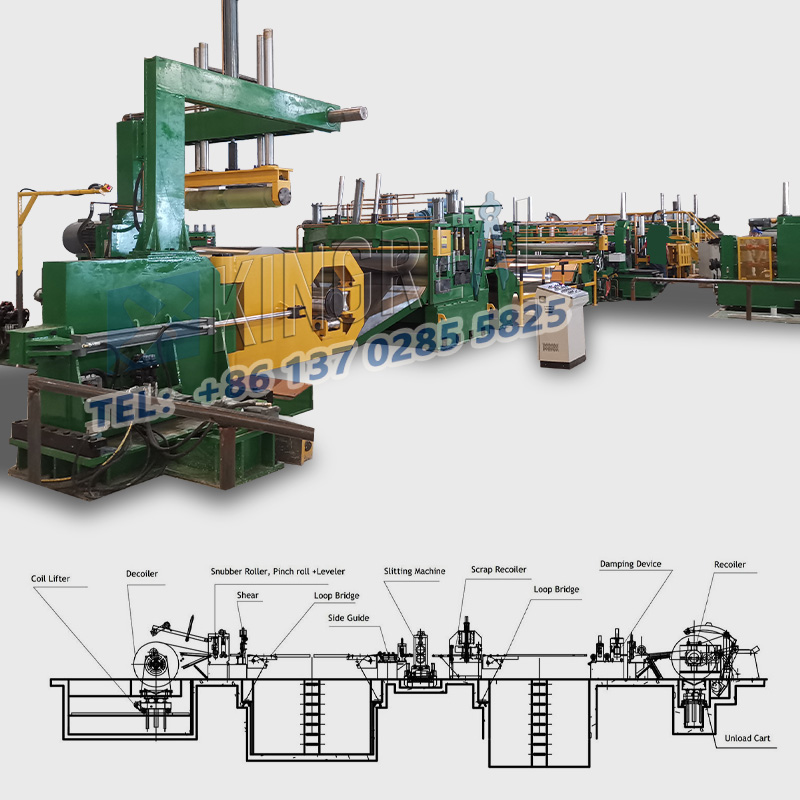
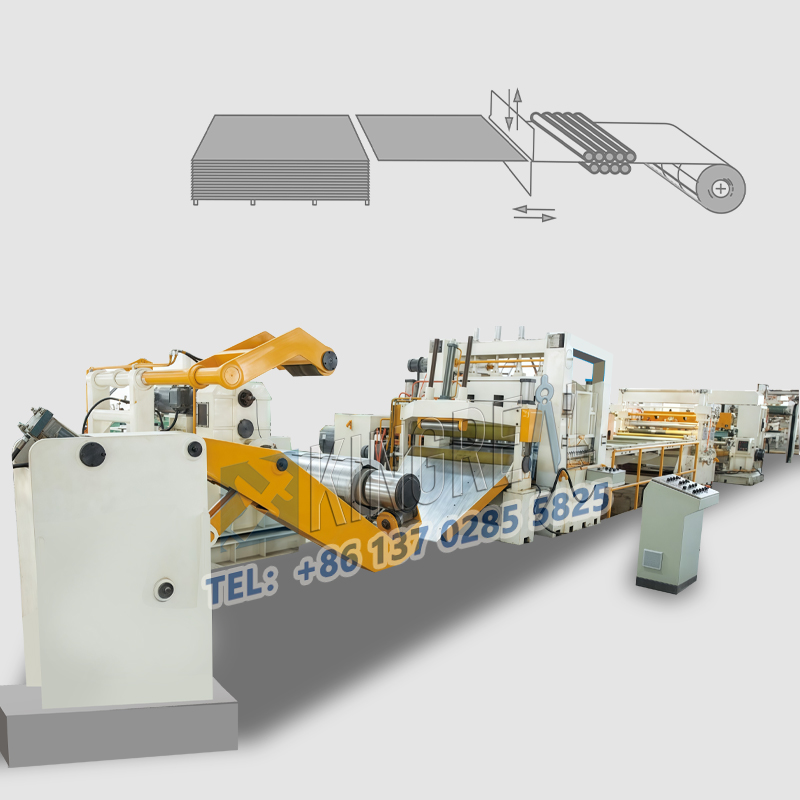
(I) PenentukuranTolok berat dipotong ke garis panjangKomponen teras
Ketepatan Roller Feed:
Secara kerap periksa paralelisme permukaan roller, ralat mesti dikawal dalam ≤0.05mm/m, dan gunakan tolok ukur untuk mengukur jurang antara permukaan roller dan permukaan plat. Jika haus melebihi 0.1mm, ia perlu menjadi tanah atau diganti; Gunakan interferometer laser untuk menentukur pengekod motor servo, dan ketepatan kedudukan suapan mestilah ≤+0.1mm semasa pemotongan berkelajuan tinggi.
Penentukuran Blade Scissor:
Paralelisme bilah atas dan bawah perlu dikekalkan pada 0.02-0.05mm, yang dapat dikesan oleh pengukur dan penunjuk dail: Jurang antara bilah diselaraskan mengikut ketebalan plat, misalnya, di antara plat nipis (≤2mm) 0.03-0.08mm;
Kesilapan vertikal dari bilah ialah ≤0.03mm/100mm. Jika ia melebihi toleransi, ketegangan pemegang alat perlu diselaraskan oleh shim.
(Ii) Penyelenggaraan harian pengukur berat ke mesin panjang
Sistem pelinciran untuk pengukur berat dipotong ke garisan panjang: Periksa tahap minyak gear setiap minggu, mengawal suhu minyak sistem tekanan gelombang pada 40-60 ℃, dan gunakan cecair pemotongan khas dengan kelikatan 32-46cst ke kereta api setiap hari.
Sistem Elektrik untuk Tolok Berat ke Mesin Panjang: Lap encoder, penguasa grating dan sensor lain dengan alkohol setiap suku tahun, dan menggantikan berus karbon motor apabila dipakai lebih daripada 1/3; Bahagian Pengikat: Biasa semak semula tOrque pemegang alat dan mekanisme pemakanan, contohnya, tork bolt M12 perlu dikekalkan pada 80-100n · m.

(I) Memadankan kelajuan pemotongan dan kelajuan makan
Kelajuan plat bahan dan ketebalan yang berbeza perlu diselaraskan dengan sewajarnya: plat keluli yang dilancarkan sejuk (0.5-3mm) memotong kelajuan 30-80m/min, kelajuan makan 25-70m/min, sistem penyejukan perlu dihidupkan semasa pemotongan berkelajuan tinggi; Plat keluli tahan karat (1-5mm) memotong kelajuan 15-40m/min, kelajuan makan 10-35m/min, dan bilah perlu disalut dengan salutan timah; Plat aloi aluminium (0.8-4mm) kelajuan pemotongan 40-100m/min, kelajuan makan 35-90m/min, pelinciran cecair pemotongan semburan digunakan.
(Ii) Sudut bilah dan penetapan kekuatan penetapan sudut bilah: Sudut ricih (sudut bilah atas dan bawah) diselaraskan mengikut ciri-ciri plat, 5-8 "untuk plat nipis, 8-12" untuk plat sederhana dan tebal, 12-15 "untuk bahan-bahan keras seperti keluli tahan karat yang tinggi. Menurut ketebalan plat, 2-3kn untuk plat 1mm, 2-3kn untuk plat 3mm 5-7kn, pemantauan masa nyata melalui sensor tekanan, tekanan yang tidak mencukupi dapat menyebabkan plat melengkung.

(I) Piawaian penerimaan untuk gegelung/plat
Kebosanan: Plat plat keluli membengkokkan ≤1mm/m, waviness ≤3mm/2m, keluar dari toleransi perlu disamakan sebelum memotong:
Penyimpangan kekerasan: Kekerasan perbezaan plat dalam kumpulan yang sama ≤15HB, pemeriksaan rawak dengan penguji kekerasan Rockwell, kekerasan yang tidak sekata akan membawa kepada haus bilah yang tidak konsisten.
(Ii) Pretreatment kosong
Pembersihan permukaan: Keluarkan noda minyak dan skala oksida (boleh dihapuskan dengan aseton atau mekanikal yang digilap), kekotoran sisa akan memburukkan lagi memakai bilah; Ketegangan Coil Unwinding: Laraskan mengikut ketebalan, ketegangan plat 0.5mm 50-80N/mm, plat 2mm 150-200N/mm, ketegangan yang tidak mencukupi dapat dengan mudah menyebabkan slippage makan.

(I) mata latihan pra-pekerjaan untukTolok berat dipotong ke garis panjang
Amalan penetapan parameter: Belajar untuk memahami peraturan "kelajuan-jurang-tekanan" yang sepadan dengan bahan-bahan yang berbeza, contohnya, apabila memotong keluli tahan karat 3mm, jurang bilah 0.05mm, menekan daya 6kn; Belajar menggunakan sistem penetapan alat automatik seperti instrumen tetapan alat laser, ketepatan tetapan alat ≤0.02mm.
Keupayaan penghakiman yang tidak normal untuk pemotongan tolok berat ke mesin panjang: Hentikan pengukur berat dipotong ke garisan panjang segera untuk memeriksa kelebihan bilah apabila mendengar bunyi yang tidak normal seperti perlanggaran bilah; Apabila burr pada permukaan potong melebihi 0.1mm, menilai sama ada ia memakai bilah atau jurang yang terlalu besar.
(ii) penyeragaman proses operasi untuk pemotongan tolok berat ke mesin panjang
Pemantauan permulaan: Jalankan kosong selama 10-15 minit untuk membuat turun naik suhu sistem perkhidmatan yang sama ≤2 ℃ dan mencapai kestabilan haba;
Sekeping pertama tiga pemeriksaan: Selepas memotong sekeping pertama, gunakan caliper vernier dengan ketepatan 0.02mm untuk mengukur saiz, penunjuk dail untuk mengesan kebosanan, dan periksa burrs secara visual.

(i) Pengesanan dalam talian bermaksud untukTolok berat dipotong ke garis panjang
Sensor fotoelektrik memantau panjang pemakanan dalam masa nyata, dan penggera secara automatik apabila sisihan melebihi ± 0.3mm: Thermometer Inframerah memantau suhu bilah, dan memulakan penyejukan air atau penyejukan udara yang dipaksa penyejukan apabila ia melebihi 120 ℃ c.
(ii) standard pensampelan luar talian untuk pemotongan tolok berat ke mesin panjang
Saiz Panjang: Kesalahan yang dibenarkan Apabila ≤1000mm ± 0.5mm, gunakan caliper vernier untuk memeriksa secara rawak 1 keping untuk setiap 50 keping; Penyimpangan pepenjuru: plat 1000mmx1000mm Plate yang dibenarkan ≤1mm, gunakan ukuran pita keluli dengan penguasa persegi untuk memeriksa secara rawak 5% daripada setiap batch: ketinggian burr: plat nipis ≤0.05mm, gunakan mikroskop (pembesaran 50 kali) 2 jam.
(Iii) Penyelesaian kepada masalah kualiti yang biasa untuk dipotong tolok berat ke garis panjang
Saiz dari toleransi: Jika roller suapan tergelincir, laraskan ketegangan atau gantikan roller yang dipakai; Jika pengekod motor servo gagal, gunakan osiloskop untuk mengesan isyarat nadi dan menggantikan bahagian yang rosak.
Pemotongan permukaan burr melebihi standard: Apabila jejari tepi bilah adalah> 0.03mm, ia perlu digerakkan semula kepada ≤0.01mm; menyesuaikan semula jurang bilah ke nilai standard.

Suhu dan kelembapan bengkel: Suhu dikawal pada 15-30 ℃, kelembapan ≤60% RH, elakkan berkarat plat kerana persekitaran lembap;
Langkah-langkah anti-seismik: Menuangkan konkrit dengan ketebalan ≥300mm untuk asas peralatan, jauh dari sumber getaran seperti penekan punch (pecutan getaran ≤0.5g); Interlock Keselamatan: Masa tindak balas butang berhenti kecemasan ≤0.5 saat,Tolok berat dipotong hingga mesin panjangsecara automatik kuasa apabila perlindungan dihidupkan.