Garis slitting bergulir panasadalah peralatan pengeluaran penting yang digunakan secara meluas dalam industri pemprosesan logam. Fungsi utamanya adalah untuk memotong gegelung logam panas yang lebih luas ke dalam pelbagai jalur lebar yang diperlukan di sepanjang arah panjang. Jalur ini biasanya digunakan dalam proses rolling, blanking, lenturan sejuk dan stamping berikutnya, dan menjadi bahan asas untuk pelbagai produk perindustrian. Artikel ini akan memperkenalkan aliran kerja, parameter teknikal, masalah operasi biasa dan penyelesaian mesin sliting hot rolled secara terperinci. Jika anda perlu mendapatkan lebih banyak parameter atau maklumat video, selamat datang untuk berunding dengan KingReal Steel Slitter!

Plat bergulung panas adalah plat keluli atau jalur yang dilancarkan selepas pemanasan. Kelebihan utamanya termasuk:
Ketahanan Tinggi: Plat bergulung panas diproses pada suhu tinggi, yang dapat menghapuskan tekanan dalaman dan meningkatkan ketangguhan bahan.
Keberkesanan Kos: Berbanding dengan plat bergulung sejuk, plat yang dilancarkan panas mempunyai kos pengeluaran yang lebih rendah dan sesuai untuk pengeluaran berskala besar.
Kecekapan Pengeluaran Tinggi: Mesin sliting yang dilancarkan panas boleh dengan cepat dan cekap mencairkan gegelung besar ke dalam lebar yang diperlukan untuk menyesuaikan diri dengan perubahan permintaan pasaran.
Oleh kerana ciri-ciri ini, plat yang dilancarkan panas telah digunakan secara meluas dalam struktur bangunan, pembuatan jentera berat dan bidang lain.
|
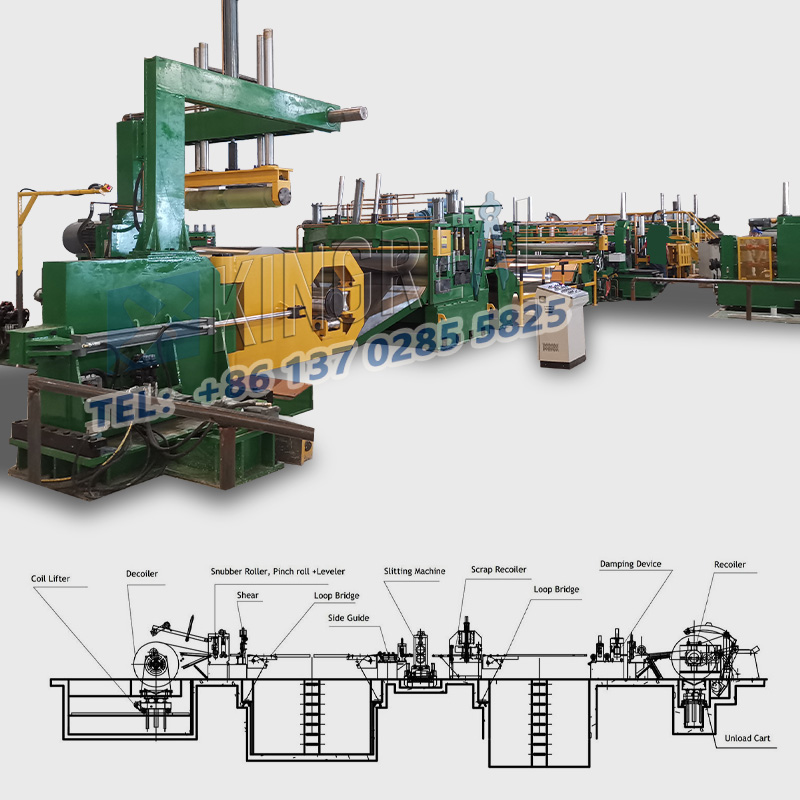
Memuatkan untukgaris slitting bergulir panas: Pengendali memberi makan gegelung bergulir panas ke dalam mandrel decoiler. Uncoiling untuk mesin slitting panas yang dilancarkan: Decoiler melepaskan gegelung utama dan memberi makan keluli ke kepala slit. SLITTING UNTUK Talian Slitting Hot Rolled: Di kepala slit, keluli adalah celah ke dalam pelbagai jalur sempit dengan bilah berputar. Pemeriksaan untuk Mesin Slitting Hot Rolled: Operator memeriksa setiap helai untuk memastikan bahawa lebar spesifikasi dan keadaan kelebihan memenuhi keperluan. Pelepasan tekanan untuk garis slit yang dilancarkan panas: helai melewati lubang anulus untuk menghapuskan tekanan bahan selepas slit dan memastikan rewinding tanpa membongkok. Bundling and Packaging: Bundle and Pakej setiap helai mengikut keperluan pelanggan. |
 |
Model
Model 1
Model 2
Model 3
Model 4
Gegelung asal
Plat panas
Plat panas
Plat panas
Plat panas
Ketebalan bahan
0.8mm-6.0mm
0.8mm-6.0mm
2.0mm-12.0mm
3.0mm-16.0mm
Lebar bahan
1600mm (max)
1800mm (max)
2000mm (Max)
2200mm (max)
Berat gegelung
30ton (max)
30ton (max)
30ton (max)
30ton (max)
Ketepatan lebar
± 0.15mm
± 0.15mm
± 0.2mm
± 0.3mm
Kelajuan unit
120m/min (max)
120m/min (max)
80m/min (max)
60m/min (max)
|
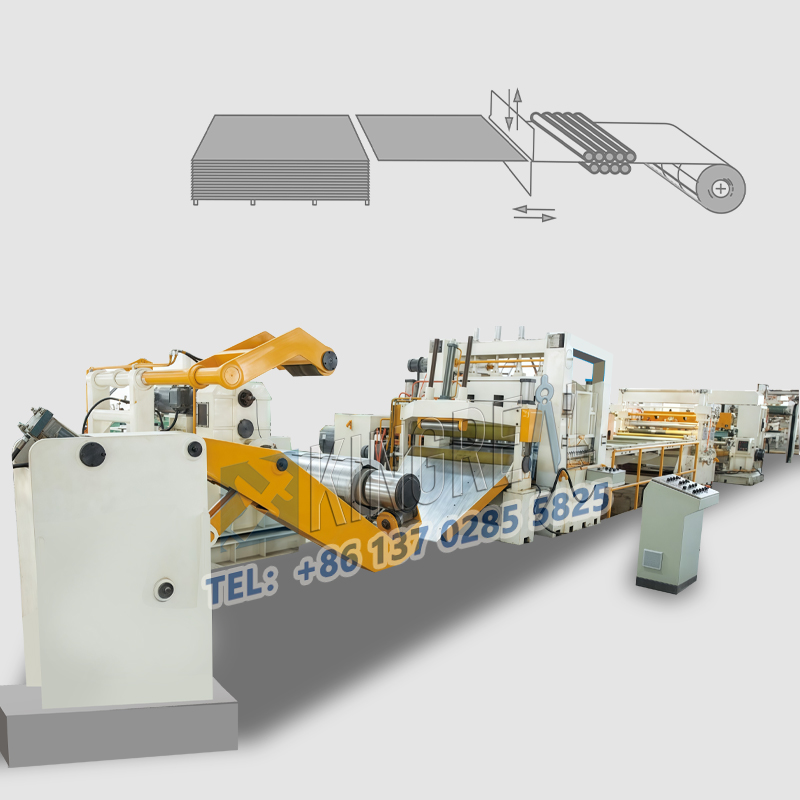
① Mesin Slitting Hot Rolled dengan Kapasiti Sliting Kecekapan Tinggi Ciri penting darimesin slitting bergulir panasadalah bahawa ia boleh mencair sehingga 40 jalur sempit pada masa yang sama. Fungsi ini sangat memenuhi keperluan pelanggan untuk pengeluaran berskala besar. Dengan percepatan perindustrian, permintaan pasaran untuk jalur logam berkembang, terutamanya dalam industri seperti pembinaan, pembuatan kereta dan peralatan rumah. Kapasiti slipt yang tinggi dari garis slit yang dilancarkan panas membolehkan pengeluar menyediakan sejumlah besar produk yang berkelayakan dalam masa yang singkat, dengan itu meningkatkan kecekapan pengeluaran dan mengurangkan kos unit. |
 |
|
② Mesin Slitting Hot Rolled Automatik Garis slitting yang dilancarkan panas menggunakan reka bentuk automatik sepenuhnya dan dilengkapi dengan sistem kawalan lanjutan untuk mencapai operasi berkelajuan tinggi. Kelajuan pengeluaran maksimum boleh mencapai 120 m/min, yang bermaksud bahawa lebih banyak bahan boleh diproses setiap unit masa, meningkatkan kecekapan pengeluaran. Reka bentuk sepenuhnya automatik bukan sahaja mengurangkan keperluan campur tangan manual, tetapi juga mengurangkan kemungkinan kesilapan operasi manusia dan meningkatkan konsistensi dan kualiti produk. Sistem kawalan automatik Line Hot Rolled dapat memantau proses pengeluaran dalam masa nyata dan menyesuaikan parameter dalam masa untuk memenuhi keperluan bahan dan ketebalan yang berbeza. |
 |
|
③ Mesin slitting panas yang digabungkan Untuk memenuhi keperluan pelanggan dengan lebih baik, KingReal Steel Slitter menyediakans penyelesaian garis slit yang dilancarkan panas yang disesuaikan. Menurut lukisan yang disediakan oleh pelanggan dan keperluan pengeluaran sebenar, KingReal Steel Slitter dapat merekabentuk penyelesaian pembuatan mesin sliting hot rolled yang berbeza untuk memastikan kecekapan dan kelancaran proses pengeluaran untuk pelanggan. Kingreal Steel Slitter Hot Rolled Slitting Machines dibahagikan kepada tiga jenis utama untuk menyesuaikan diri dengan gegelung ketebalan yang berbeza: Mesin Sliting Tolok Cahaya: Khusus dalam pemprosesan gegelung dengan ketebalan 0.2mm hingga 3mm. Mesin Slitting Medium: Sesuai untuk gegelung dengan ketebalan 3mm hingga 6mm. Mesin Slitting Tolok Berat: Mampu memproses gegelung dengan ketebalan 6mm hingga 16mm. |
 |
Thegaris slitting bergulir panasboleh menghasilkan lenturan lateral semasa proses slit. Ia mungkin disebabkan oleh sebab -sebab berikut:
1. Membengkokkan bahan mentah:
Tekanan plat keluli tidak sepenuhnya dihapuskan semasa proses rolling. Selepas ricih membujur, tekanan dilepaskan dan plat dibengkokkan. Apabila tekanan di tengah -tengah plat dilepaskan ke kedua -dua belah pihak, plat membungkuk ke luar; Apabila tekanan di kedua -dua belah plat dilepaskan ke tengah, plat membungkuk ke tengah.
2. Membengkokkan kerana burrs:
Burrs lebih besar disebabkan oleh pelarasan jurang bilah yang tidak betul semasa ricih membujur. Apabila bergolek, burrs di tepi bersamaan dengan ketebalan plat yang lebih besar, yang menyebabkan kelebihannya meregangkan dan membengkok.
3. Membengkokkan kerana jurang yang tidak rata antara bilah atas dan bawah:
Apabila jurang kiri dan kanan lebih besar, lekukan bahagian ricih juga lebih besar, dan sisi dengan jurang yang lebih kecil daripada jurang kiri dan kanan mempunyai regangan yang lebih besar, jadi ia membungkuk.
4 lenturan yang disebabkan oleh ketegangan yang tidak rata:
Apabila bergolek, ketegangan yang sama harus digunakan untuk keseluruhan lebar plat keluli. Jika ketegangan tertumpu pada satu sisi, lenturan akan berlaku.
5. Lenturan yang disebabkan oleh pergerakan pesat peranti pembetulan sisihan:
Semasa pemprosesan, jika kelajuan pembetulan sisihan terlalu cepat, sisi yang bersentuhan dengan pembetulan sisihan akan diperpanjang sebahagiannya dan bengkok.
Sekiranya bahan lembaran dibengkokkan selepas ricih membujur, ia akan menjejaskan kualiti kepingan lembaran, jadi ia mesti dihapuskan. Perhatian harus dibayar kepada sebab -sebab seperti rolling lembaran, pelarasan peralatan, dan kaedah operasi.