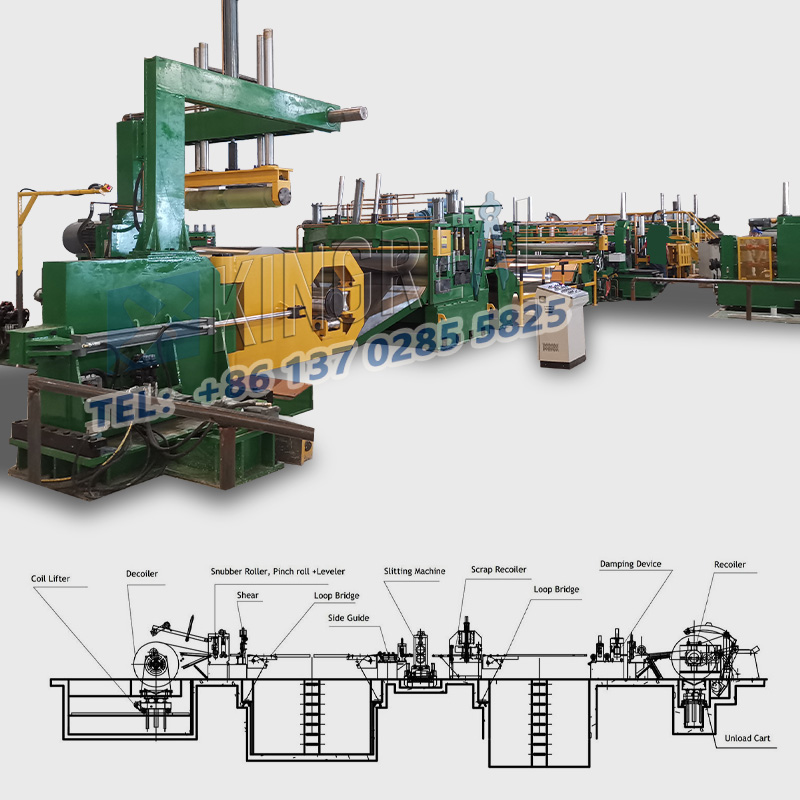
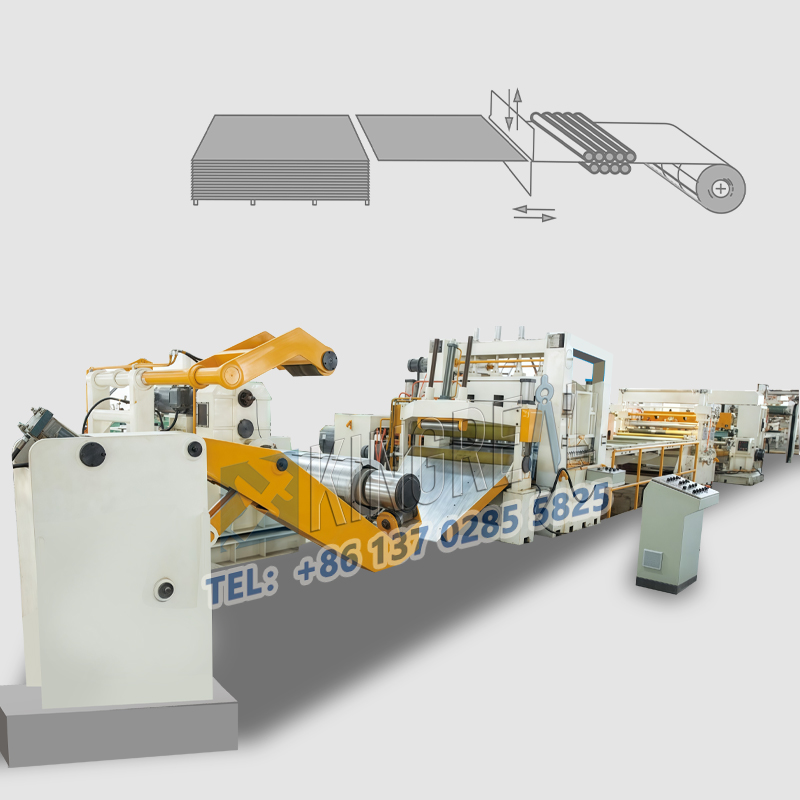
Dalam pembuatan moden,beratY Gauge dipotong ke garisan panjang, sebagai peralatan teras garisan pengeluaran pemprosesan plat logam, digunakan secara meluas dalam pembuatan kereta, pengeluaran perkakas rumah, struktur keluli bangunan dan bidang lain. Ia menukarkan gegelung logam besar ke dalam lembaran logam saiz yang tepat melalui operasi kolaboratif multi-proses. Dengan perubahan berterusan dalam permintaan pasaran, terutamanya permintaan yang semakin meningkat untuk memproses bahan plat tebal, Slitter KingReal Steel terus berinovasi dalam reka bentuk dan pembangunan tugas berat untuk mesin panjang, dan komited untuk menyediakan pelanggan dengan penyelesaian yang lebih cekap dan tepat.
Dengan lebih daripada 20 tahun pengalaman yang kaya, Kingreal Steel Slitter telah mewujudkan hubungan koperasi yang rapat dengan banyak negara seperti Indonesia, Malaysia, Singapura, Rusia, Amerika Syarikat, dan Jerman. Melalui pertukaran yang mendalam dengan pelanggan global dan penyelidikan dan analisis pasaran, jurutera kami mendapati bahawa banyak pelanggan mempunyai keperluan yang jelas untuk ketebalan gegelung yang mengukur berat badan yang dapat dikendalikan oleh garis panjang. Keperluan ini bergantung pada penggunaan akhir pelanggan. Sesetengah pelanggan perlu memotong gegelung logam nipis, sementara yang lain memerlukan keperluan tugas berat untuk mesin panjang yang dapat mengendalikan gegelung logam tebal. Walau bagaimanapun, pengukur berat yang sedia ada dipotong ke garisan panjang masih menghadapi banyak cabaran dalam reka bentuk dan pembuatan.
Selepas tempoh reka bentuk, pembuatan dan percubaan yang panjang, KingReal Steel Slitter telah melancarkan pemotongan tugas berat ke mesin panjang yang memenuhi keperluan pelanggan, menandakan inovasi teknologi kami dalam bidang ini.

1.1 Cabaran Reka Bentuk dan Pembuatan
Dari amalan pengeluarantugas berat dipotong hingga mesin panjangYang telah dimasukkan ke dalam pengeluaran di pasaran, kapasiti dan potensi pengeluarannya sangat mengagumkan, tetapi hubungan lemah sering muncul dalam proses pemanasan dan penamat. Oleh itu, apabila merancang pemotongan tolok berat ke garis panjang, jurutera slitter keluli kingreal mesti memastikan bahawa kapasiti pemanasan dan bengkel penamat dapat memenuhi keperluan pemotongan tugas berat ke mesin panjang.
Reka bentuk pengukur berat yang dipotong ke garis panjang mesti memenuhi keperluan berikut:
Pencocokan Kapasiti Pengeluaran: Reka bentuk mesti memastikan bahawa ia serasi dengan kapasiti pengeluaran pemotongan tugas berat ke mesin panjang.
Pemilihan Angkatan Shearing: Kekuatan ricih perlu ditinggalkan dengan lebihan untuk memenuhi keperluan gegelung ketebalan yang lebih tinggi pada masa akan datang.
Kualiti dan ketepatan ricih: Ia mesti memenuhi keperluan ketepatan dimensi kualiti ricih dan keluli plat yang berterusan.
Keperluan Kawalan Automasi: Dari segi susun atur, pemilihan peralatan dan struktur pemotongan tolok berat ke garisan panjang, keperluan kawalan automasi mesti dipenuhi.
Kapasiti Pengeluaran Lebihan: Kapasiti pengeluaran lebihan rizab untuk mengatasi pengembangan kapasiti pengeluaran dan pelbagai produk masa depan.

1.2 Faktor yang mempengaruhi rintangan ricih unit
Dalam operasitugas berat dipotong hingga mesin panjang,Faktor pelbagai mempengaruhi rintangan ricih unit, termasuk:
1. Hartanah logam
Semakin tinggi batas kekuatan bahan logam, semakin besar rintangan ricih dan semakin rendah kepekaan. Ini bermakna bahawa lebih kecil kedalaman penembusan relatif semasa ricih, lebih awal patah logam akan berlaku. Oleh itu, rintangan ricih unit berkait rapat dengan kekuatan dan keplastikan logam.
2. Suhu Shearing
Suhu ricih yang tinggi atau rendah juga akan menjejaskan rintangan ricih unit. Semakin tinggi suhu, semakin kecil rintangan ricih unit, dan kedalaman penembusan relatif yang sama semasa ricih lebih besar. Ini sangat penting untuk reka bentuk dan operasi pengukur berat dipotong ke garisan panjang.
3. Kedalaman ubah bentuk
Semasa ricih panas, rintangan ricih unit meningkat dengan peningkatan kelajuan ubah bentuk. Dalam kes ricih sejuk, kesan kelajuan ricih pada rintangan ricih unit agak kecil dan biasanya boleh diabaikan.
4. Pelepasan sisi bilah ricih
Saiz pelepasan sisi bilah ricih akan menjejaskan keadaan tekanan semasa ricih. Apabila pelepasan sisi secara beransur -ansur meningkat, keadaan tekanan akan berlaku dalam urutan dari pemampatan → Shearing → lenturan. Pemilihan dan penyelenggaraan yang munasabah saiz pelepasan sisi bilah ricih adalah penting untuk penggunaan yang betul pemotongan tugas berat ke mesin panjang. Eksperimen menunjukkan bahawa sebagai pelepasan sisi relatif bilah ricih meningkat, rintangan ricih unit berkurangan, dan kedalaman penembusan relatif yang sama pada peningkatan patah.

1.3 penyejukan katil penyejuk
Dalam pengeluaranhgauge eavy dipotong ke garis panjang,Penyejukan katil penyejuk juga merupakan pautan penting. Selepas plat keluli meluruskan panas ditandakan oleh peranti penanda plat keluli panas, ia memasuki katil penyejuk rasuk berjalan. Pada masa ini, suhu plat keluli biasanya sekitar 600-700 ℃, dan suhu plat tebal tambahan mungkin mencapai di atas 850 ℃.
Di katil penyejuk, logistik plat keluli dengan ketebalan 5-150mm akan dibahagikan kepada arah aliran berikut:
Tempat tidur penyejuk plat tebal tambahan: Plat keluli dengan ketebalan lebih besar daripada 50mm Masukkan katil penyejukan No.3 untuk penyejukan, dan kemudian dihantar ke kawasan pemprosesan plat tebal tambahan, potong ke saiz menggunakan mesin pemotong api, dan akhirnya disimpan.
Katil Penyejuk Biasa: Plat keluli dengan ketebalan kurang daripada 50mm masuk ke No.1 dan No.2 katil penyejuk untuk penyejukan. Oleh kerana konfigurasi yang berlainan dari dua katil penyejuk, untuk meningkatkan kadar penggunaan katil penyejuk, plat keluli tebal harus diatur untuk disejukkan pada katil penyejuk No.1 sebanyak mungkin.
Di atas katil penyejuk, plat keluli dilepaskan sekeping, biasanya dalam bentuk 1 baris atau berbilang baris (sehingga 4 baris). Jarak sisi di atas katil penyejuk umumnya 100-300mm; Untuk katil penyejuk plat tambahan tebal, jarak pelepasan plat keluli harus ditingkatkan secara beransur-ansur dengan peningkatan ketebalan, untuk mengawal berat beban unit dalam had yang dibenarkan oleh katil penyejuk.

Kingreal Steel SlitterTolok berat dipotong ke garis panjangmempunyai banyak ciri penting yang menjadikannya menonjol di pasaran:
(1) Kesesuaian ketebalan serba boleh
Mampu memproses gegelung logam dalam parameter ketebalan 6-20mm, sistem ini menangani pelbagai keperluan perindustrian melalui keupayaan pengendalian bahan yang fleksibel.
(2) Senibina ricih kecekapan tinggi
Dilengkapi dengan teknologi ricih terbang maju, sistem ini beroperasi secara berterusan pada kelajuan puncak 80m/min, dengan ketara menaikkan kadar throughput sambil mengekalkan integriti material.
(3) Integrasi Automasi Pintar
Senibina kawalan berasaskan PLC penuh memastikan kebolehpercayaan operasi dan konsistensi proses, dengan ketara mengurangkan kesilapan faktor manusia melalui pengurusan aliran kerja automatik.
(4) Protokol Pengukuran Ketepatan
Sistem pemantauan masa nyata bersepadu secara automatik mengesahkan dan memaparkan dimensi pemotongan dan jumlah batch, menjamin ketepatan dimensi ± 0.1mm merentasi kitaran pengeluaran.
(5) Protokol Keselamatan Komprehensif
Mekanisme keselamatan dua termasuk pengaktifan berhenti kecemasan dan sistem penggera pelbagai peringkat memastikan operasi mematuhi OSHA sambil meminimumkan insiden tempat kerja.
(6) Penyelesaian responsif pasaran
Terhadap latar belakang permintaan yang semakin meningkat untuk bahan-bahan logam ketat, pasukan R & D Slitter Kingreal Steel telah merangka pemotongan tolok berat yang terkemuka di industri yang menyegerakkan kecemerlangan teknikal dengan daya maju komersial. Penyelesaian kami menunjukkan ROI yang boleh diukur melalui:
|
Peningkatan produktiviti 30% melalui reka bentuk operasi berterusan |
|
Pengurangan kos operasi 25% dari kawalan kualiti automatik |
|
99.8% kebolehpercayaan proses yang dicapai melalui sistem keselamatan yang berlebihan |
 |
 |
 |
Sebagai perintis dalam penyelesaian pemprosesan logam, kami mengekalkan keutamaan industri kami melalui:
✓ Peningkatan Sistem Hidraulik Bi-Tahunan
✓ Integrasi penyelenggaraan ramalan AI
✓ Modul parameter yang disesuaikan untuk aplikasi khusus
Untuk perundingan teknikal atau pertanyaan konfigurasi yang disesuaikan, pasukan kejuruteraan kami bersedia untuk menunjukkan bagaimana slitter keluli kingrealtugas berat dipotong hingga mesin panjangboleh mengoptimumkan matriks pengeluaran anda. Hubungi kami untuk menjadualkan persembahan teknikal yang mendalam dan temui kelebihan daya saing yang disesuaikan dengan operasi logam anda.