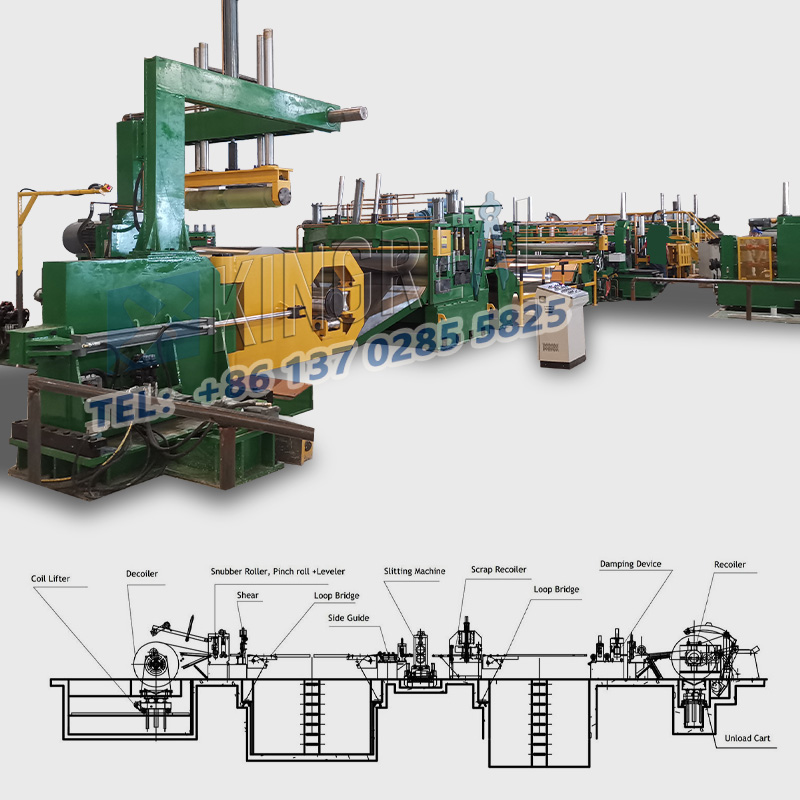
Semasa proses slitingMesin Slitting Coil, adalah mungkin untuk menyebabkan ubah bentuk jalur keluli kerana pengaruh beberapa faktor yang tidak diingini, dan fenomena yang lebih biasa adalah penjanaan lenturan melintang. Terdapat banyak faktor yang boleh menyebabkan masalah ini, seperti berlakunya lenturan kayu.
Sebagai contoh, semasa proses kayu dilancarkan, tekanan dihasilkan di dalamnya, yang menjadi tekanan sisa yang berpotensi, dan disebabkan oleh mesin slitting slitting, keseimbangan tekanan hilang dan lenturan dibentangkan.
Ia juga disebabkan oleh proses ricih jalur di peralatan mesin slitting, kerana penampilan burrs atau burrs yang jelas di kedua -dua belah ketidakkonsistenan dan lenturan. Sebagai contoh, dalam proses penggulungan kerana terdapat bahagian burr dan bahagian yang lebih besar dari ketebalan plat lebih besar, diameter kelantangan besar dan menghasilkan laras yang terbakar untuk membentuk pinggir lanjutan selekoh. Keadaan ini harus dimasukkan ke sisi lain ketebalan kertas yang sesuai atau pemprosesan perpecahan.

Di samping itu, ia juga mungkin disebabkan oleh kelebihan kelebihan jalur, kehadiran bergelombang, yang akan membawa kepada perubahan ketebalan kelebihannya dan menyebabkan lanjutan canggih atau disebabkan oleh pemisahan sisi bilah slitter, bilah dan bilah yang tidak betul hubungan antara kekasaran sisi bilah, dan menghasilkan gelombang tepi jalur. Penangguhan spesifik adalah: meningkatkan pelepasan mendatar untuk mengurangkan tekanan sampingan. Pilih bilah yang sesuai untuk bahan yang dipotong.
Di samping itu, semasa proses slit, kita mungkin menghadapi masalah lipatan mendatar jalur keluli. Untuk keadaan sedemikian, yang pertama mungkin disebabkan oleh bilah yang terlibat dalam pengeluaran tanda lipat. Sebagai contoh, apabila slitter memotong lebar jalur sempit, jalur itu ditangkap oleh dua bilah luar kerana akhbar jari tidak mengisi jurang antara dua tepi luar.
Di samping itu, ia mungkin disebabkan oleh rahang gulung berliku pada tanda lipat, jalur keluli di mesin penggulungan untuk menghidupkan bulatan apabila tidak ditutup, dan dalam keadaan pengembangan ini terus angin apabila dihasilkan.
Dalam operasi peralatan mesin slitting, anda juga mungkin mendapati bahawa terdapat tanda pisau yang jelas di bahagian atas produk slit, yang mungkin disebabkan oleh tanda pisau yang dihasilkan oleh platen, disebabkan oleh platen dan melalui ketidakselarasan ketinggian plat untuk menjadikannya terlalu banyak tekanan pada jalur keluli. Atau tanda pisau mungkin disebabkan oleh lompatan ke atas dan ke bawah alat bersalut.